Profilio lenkimas: efektyvūs ir saugūs metodai

Vamzdynų įrengimas, statybinių konstrukcijų gamyba, gaminiai įvairiems gyventojų poreikiams ir miesto ūkiams atliekami statybų, komunalinių paslaugų, energetikos, naftos ir dujų, vandens ir daugelyje kitų sričių. Apskritai neįmanoma suskaičiuoti viso, bet naudinga žinoti, kaip sulenkti vamzdžius. Kiti metodai gali būti naudingi namų ūkyje.

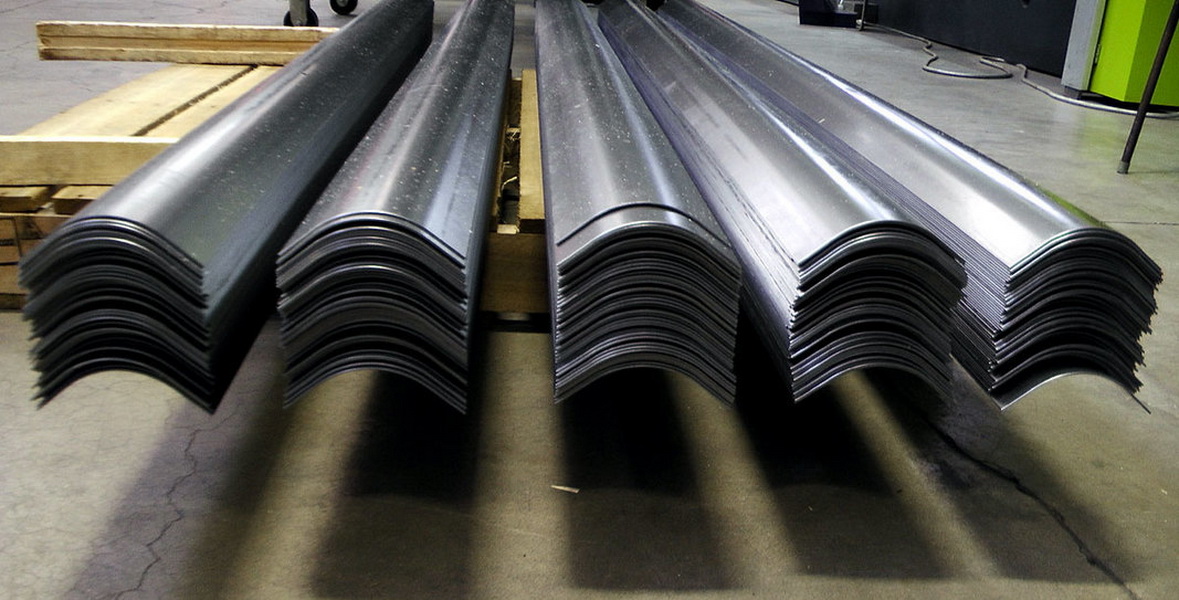
Produktų rūšys
Profilinio vamzdžio valcavimo produktai yra pagaminti iš įvairių konfigūracijų metalinių vamzdžių skerspjūvio skerspjūvio. Jie gali būti labai skirtingi, bet skiriasi nuo apvalios, tai yra nestandartinės formos: ovali ir plokščia ovali, stačiakampio formos, dažnai su kvadratine konfigūracija, suapvalintais kampais ir netgi daugialypiais. Turas naudojamas siaurai - daugiausia vandens ir kanalizacijos tinklų statybai.





Kvadratinių ir stačiakampių formų profiliai yra labiau paklausūs rinkoje. Kadangi tai yra lengviausia pritvirtinti bet kokią medžiagą ant lygaus sienos, jie populiariai naudojami pramoninių ir gyvenamųjų pastatų statyboje. Toks elementas turi didesnę jėgą ir yra standesnis pastate. Profilis gerai susiduria su momentinėmis apkrovomis (lenkimo apkrovomis), todėl jie yra geras pasirinkimas naudoti įvairiems tikslams naudojamų pastatų metaliniam rėmui.




Produktai gaminami įvairiais dydžiais, priklausomai nuo metalo rūšies: pavyzdžiui, vario galima rasti daugelio storio sienų profilių, kurių vertė yra didelė pjūvio ploto, o ne aliuminio, serijoje. Baldai pagaminti iš plonasienių nerūdijančio plieno gaminių. Gamybai skirta medžiaga dažnai tampa didelio arba mažo lydinio plienu. Kvadratiniai vamzdžiai gamybos metoduose skiriasi: jie yra elektra virinami, šaltojo valcavimo ir karštojo valcavimo, besiūlių. Ypatingas suvirinimo bruožas yra inertinių dujų terpės buvimas, tačiau yra ir kitas būdas - indukcinis suvirinimas.



Savybės
Produktai iš profilio vamzdžio neturi didelio svorio, todėl galima lengvai ir per trumpą laiką sukurti nesunkias arkos konstrukcijas. Tai būtina norint statyti įvairius šiltnamius ir nebrangius šiltnamius.




Statyba naudojant metalinius rėmus yra svarbi ne tik vasaros gyventojams ir sodininkams. Dažnai būtinybė naudoti tokias statybines medžiagas kyla iš miesto gyventojų, jei jie nori surengti privačią teritoriją šalia namų. Pavyzdžiui, greitai ir nebrangiai įrengti pavėsinę, uždengtą terasą arba polikarbonato stogą - tai gana paplitusi šiuolaikiniuose miestuose.




Profileprokat taip pat naudojamas laiptų ir turėklų statybai. Dažnai pasitaiko, kad standartinė konfigūracija netinka tam tikros rūšies projektavimui, todėl būtina naudoti lankstumą naudojant specialią įrangą ar kai kuriuos gudrybės. Apie tai šiek tiek vėliau.




Gaminant pagaminti vamzdžiai turi tam tikrus geometrinius parametrus, kurie vėliau įtakoja plastikines savybes. Sienų storis ir skersinė sritis veikia tokį parametrą kaip minimalus lenkimo spindulys.Tai rodo apvalinimo vertę, kurioje nėra mechaninių pažeidimų.
Plieno gaminių deformacija nėra tokia paprasta, kaip atrodo iš pirmo žvilgsnio. Tam reikia tam tikrų žinių, gebėjimo pasirinkti tinkamą technologiją ir įrangą. Tiesiog reikalingos išvaizdos suteikimas nėra mūsų darbo esmė, o ją vykdant būtina išsaugoti svarbius parametrus - sienų storį, išlaikyti linijinius matmenis, o ne sutrikdyti operacinius pajėgumus. Toliau pateiktos apkrovos veikia gabalą dėl jėgos taikymo: ant vidinės sekcijos - suspaudimo jėgos ant išorinės (išorinės) įtampos jėgos. Matydamas savo veiksmą, elementas deformuojamas, gaunamas pilnas arba dalinis lenkimas.
Tačiau dėl detalių specifikos turime susidurti su tam tikromis problemomis.
- Derinimo praradimas dėl formos pasikeitimo. Tai reiškia, kad vamzdiniai segmentai gali būti skirtingose plokštumose, o tai yra nepriimtina. Ekspertai, dėl šio reiškinio priežasties, skleidžia netinkamą lenkimo metodo pasirinkimą.
- Išorinės sienos plyšimas. Metalinių sprogimų tempimo procese, jei apkrova viršija sumą, kurią ji gali atlaikyti.
- Dėl netolygaus vidinės sienos susitraukimo suformuojamos gofravimo dėmės.

Grįžkite į ankstesnę žemo lydinio ir anglies lydinių, turinčių aukštą elastingumo koeficientą, formą. Po lenkimo daugelis elementų, atrodo, yra „patvarūs“, o po tokio reiškinio produktas turi būti iš naujo sureguliuotas pagal norimus matmenis, o tai gali apsunkinti darbą. Norint atsikratyti nepageidaujamų problemų ir papildomo darbo, būtina nustatyti plastinės medžiagos atsparumo momento vertę ir, atsižvelgiant į šį parametrą, atlikti lenkimo procedūrą. Pažymėtina, kad kuo mažesnis kampas, tuo mažesnė elastinga pasekmė.

Įrankiai
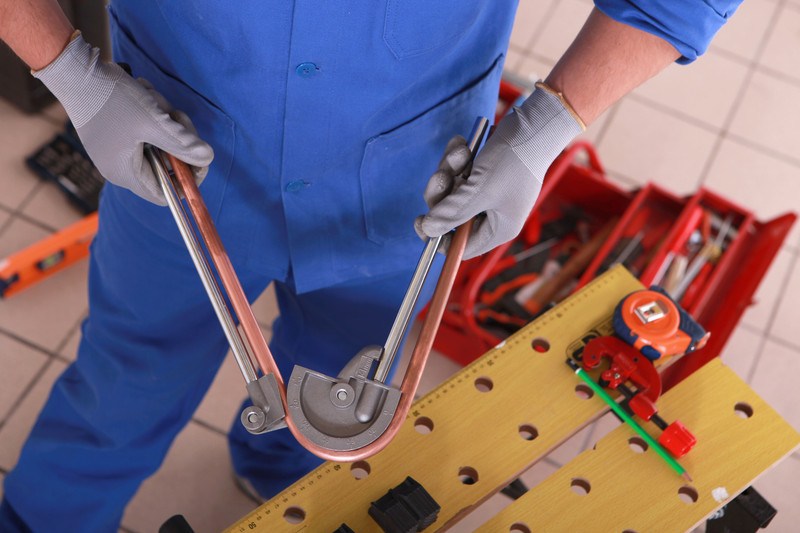
Nešiojami profiliai
Labai patogu iš karto sulenkti montavimo vietoje. Norėdami tai padaryti, racionaliau naudoti nešiojamą vamzdžių lankstiklį.

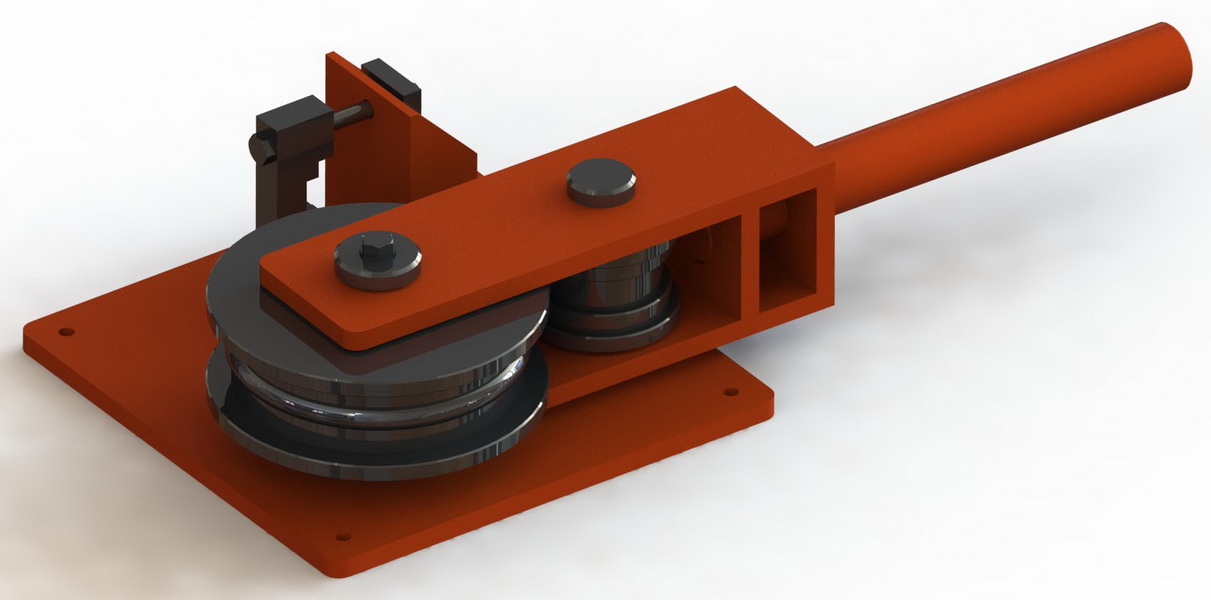
Svirties profilisBibs
Naudojant šį prietaisą, profilio lenkimas vyksta tik dėl asmens mechaninės jėgos. Tai įmanoma dėl didelės apimties jėgos taikymo sverto. Dalys, pagamintos iš plastikinių metalų ir nerūdijančio plieno, kurių skerspjūvis yra ne didesnis kaip du centimetrai, gali sulenkti iki 180 laipsnių.
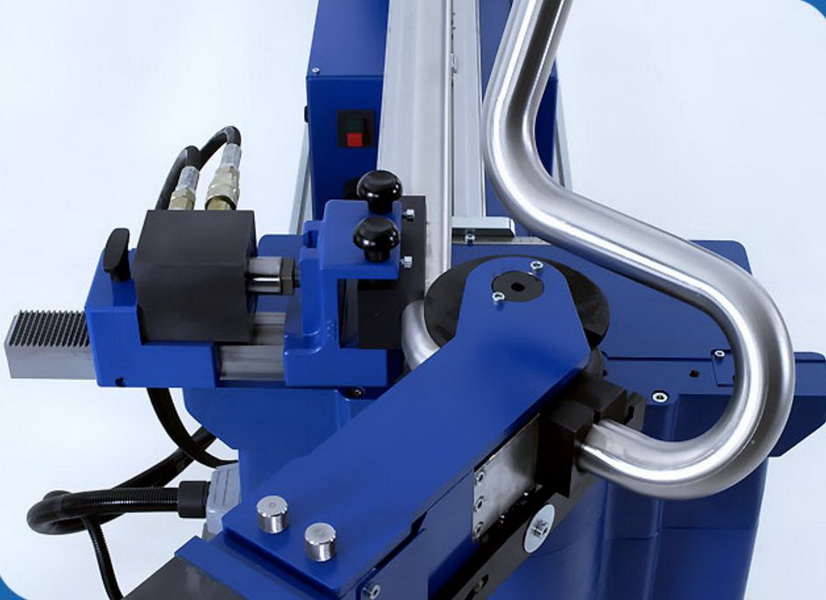
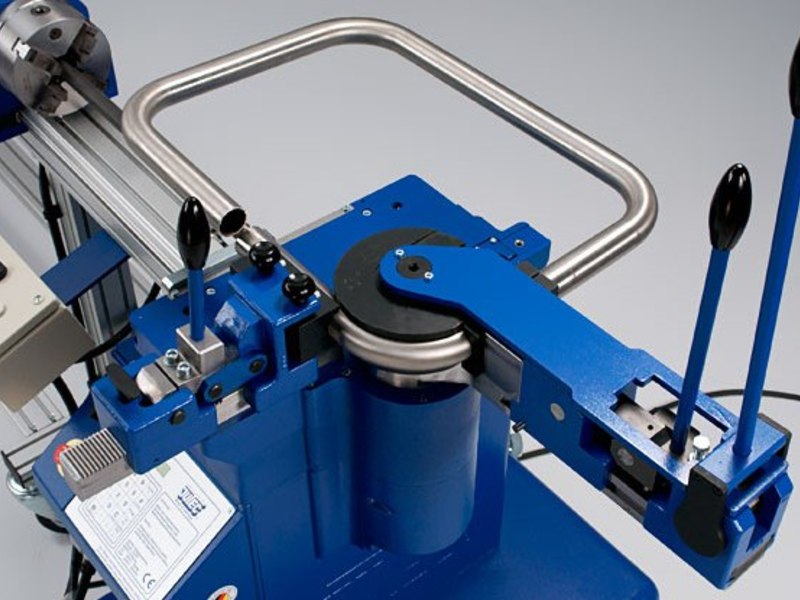
Vamzdžių lenkimo staklės
Tokia priemonė susideda iš šių dalių:
- lenkimo elementas;
- judantis chopikas, prijungtas prie lenkimo bato;
- Dvi atraminės dalys, besisukančios aplink savo ašis, ant kurių yra išlenkta.

Prietaisas gali būti su mechaniniu (varžtu), hidrauliniu, rankiniu valdymu, arba su elektrine pavara. Tokie lengvai nešiojamieji prietaisai lengvai sulenkia 90 laipsnių kampą į metalinius gaminius, pagamintus iš plastiko, kurio skerspjūvis yra iki 100 mm.
Hidraulinis
Gaminant ir naudojant namuose, dažniau pasitaiko hidrauliniai įrenginiai su rankiniu arba mechaniniu poveikiu.
Pateikiame jų privalumus:
- Dideli tūriai, kuriuos galima atlikti, palyginti su mechaniniu profiliu.
- Galimybė pasirinkti vertikalią arba horizontalią vamzdžio lankstyklę, kuri vyksta pagal darbo erdvės sąlygas ir patogumą darbe.
- Lengvai keičiami štampai (atsarginės dalys kampui nustatyti).
- Prietaisų, kurie vienu metu sulenkia kelis įrenginius, buvimas, kuris žymiai sumažina praleistą laiką.
- Darbo sunkumų šalinimas net pradedantiesiems.
- Vamzdis, apsaugantis nuo slydimo, ir įtaisai, įspėjantys apie sužeidimus.
- Rankų remonto paprastumas namuose.

Elektriniai vamzdžių lankstikliai
Jie sulenkia metalinius gaminius, esančius ant lenkimo komponentų, kurie, priklausomai nuo spindulio, gali keistis. Tokiuose įrenginiuose yra sukamoji šerdis, kurios pagalba jie keičia gaminį. Jei nėra elektros energijos, prietaisas veikia iš vidinės baterijos.
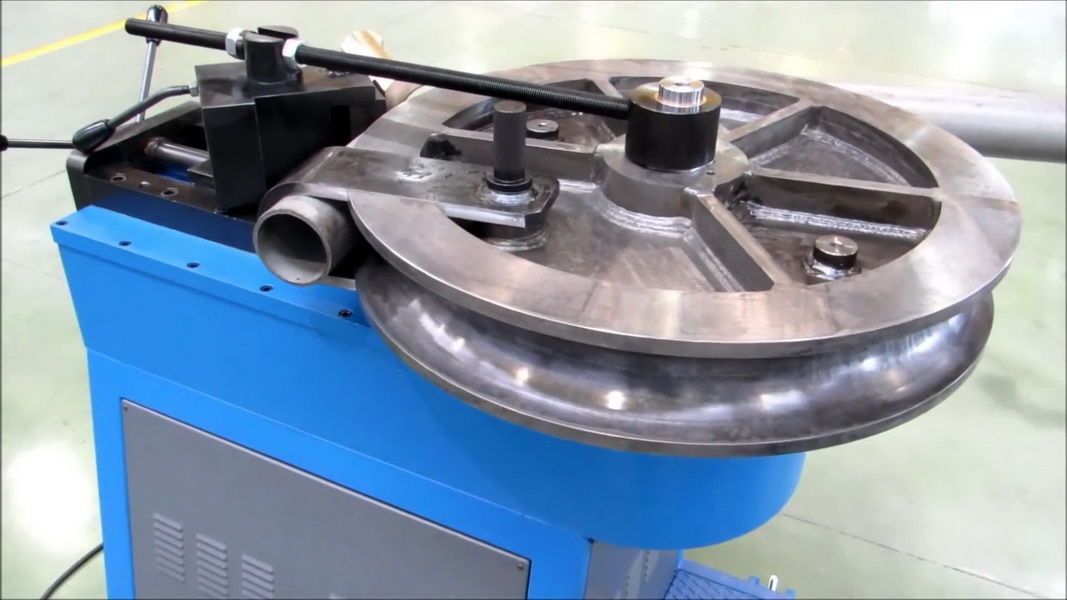
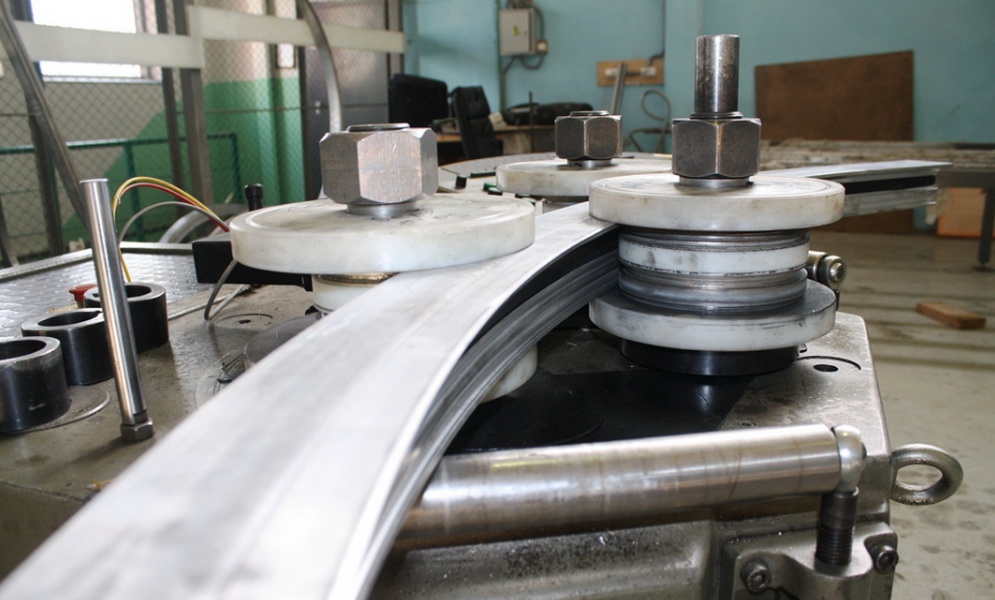
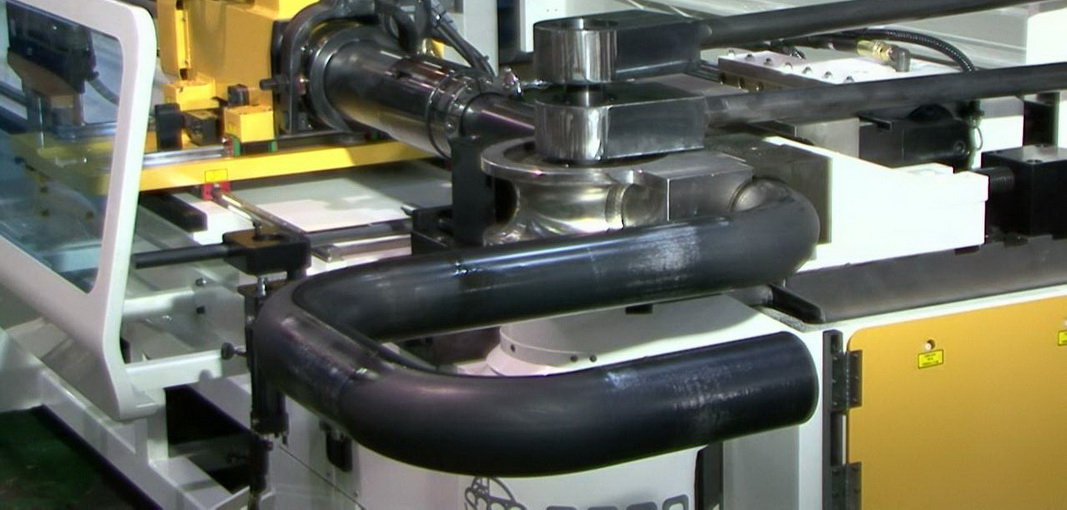
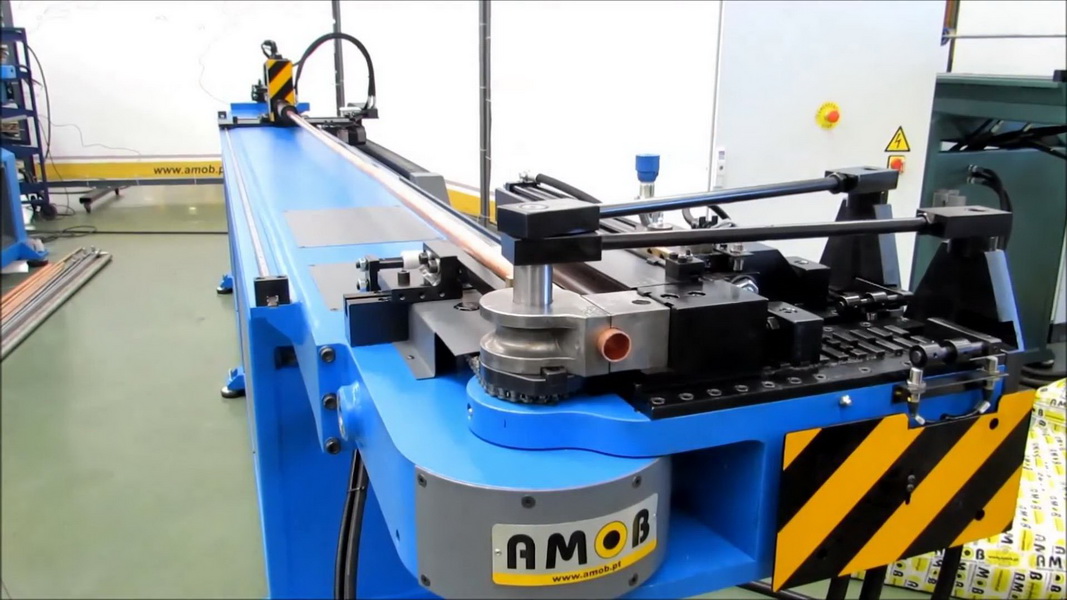
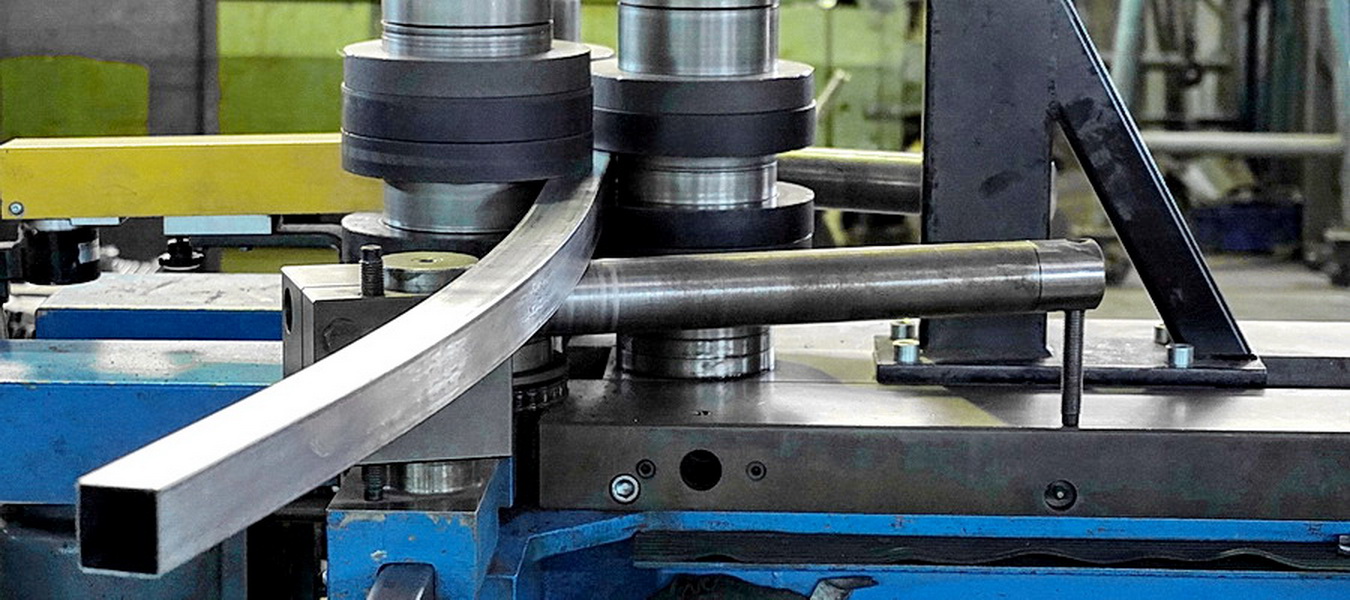
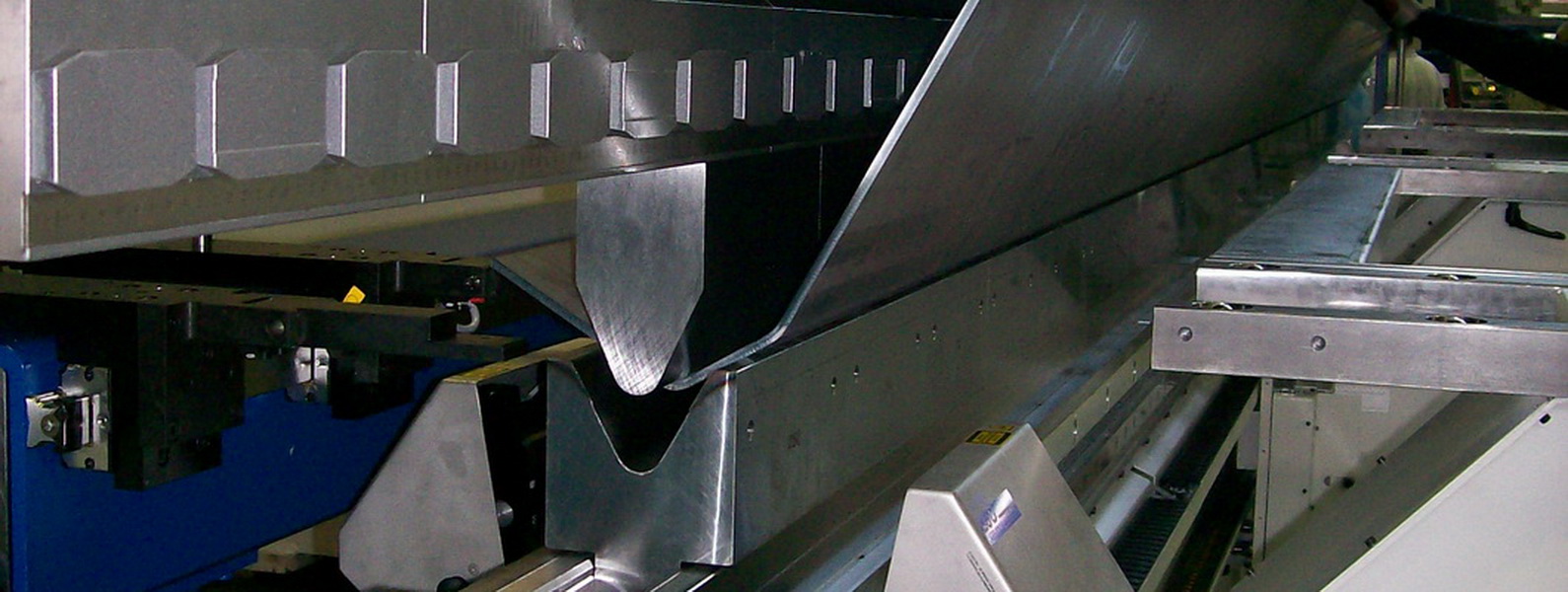
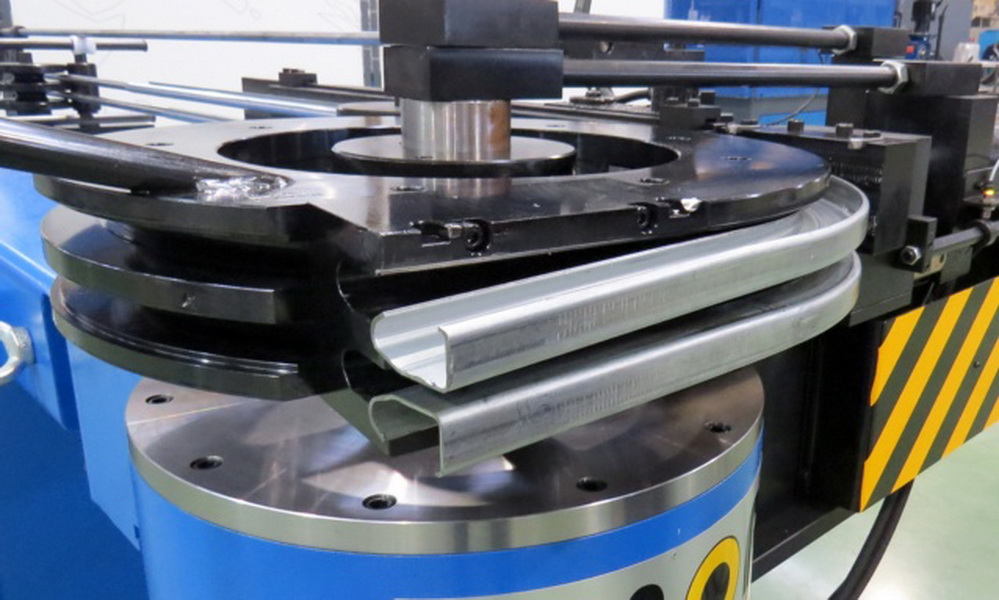
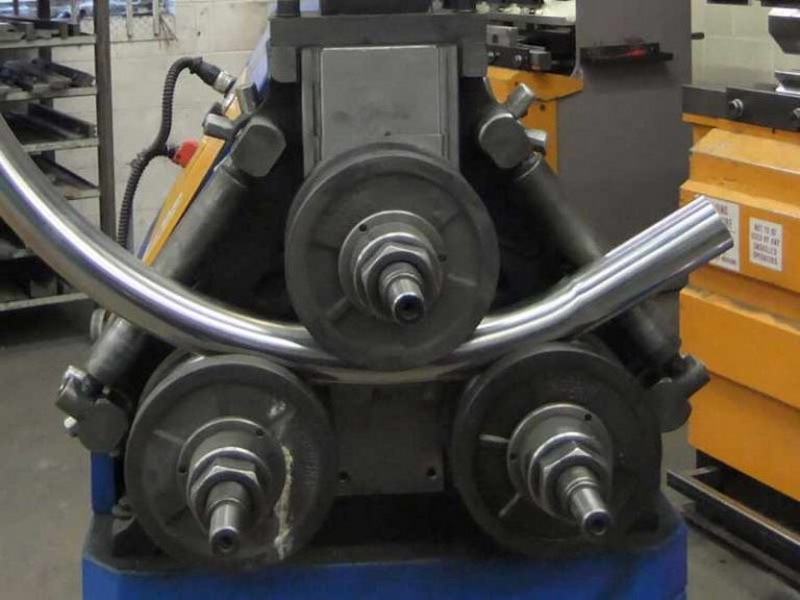
Mašinų lenkimas
Kai šaltas metodas, vadinamas valcavimu, naudokite standartinį ritininį malūną, turintį tris ritininius guolius (volelį). Lenkimo posūkio formos ir spindulys priklauso nuo reikiamos formos ir dydžio pasirinkimo ir montavimo. Ši mašina gali išlenkti bet kokią medžiagą ir bet kokią konfigūraciją - ji susiduria ne tik su kvadratu, bet ir su trikampėmis dalimis ir sudėtingiau. Naudojant tokią įrangą, galima deformuoti maksimalaus ilgio ruošinį, kuris yra labai svarbus, o gaminys taip pat sulenkiamas 360 laipsnių kampu (žiede). Riedėjimo metodas apibrėžiamas kaip labiausiai paplitęs deformacijos tipas, todėl įranga priklauso universaliam.
Be to, įrenginys leidžia nustatyti konkretų kampą, kuris padidina montavimo tikslumą. Kampas gali būti valdomas rankiniu būdu arba CNC mašinose (su informaciniu skaitiniu valdymu), nustatytu skaitiniu būdu su vėlesniu proceso valdymu. Tokiose mašinose kiekviename name yra gaminami šildomi rankšluosčiai. Gaminant vamzdžius šildomoms grindims taip pat reikia kreiptis į mašinų įrangą. Ji turi didelės apimties spiralinių laiptų, verandų, įvairių rūšių tvorų ir dekoratyvinių elementų gamybą.
Tokių prietaisų teigiamos pusės yra šios galimybės.
- Gebėjimas išvengti netikslumų dirbant su subtiliais detaliais, priešingai nei rankiniai prietaisai, dažnai suteikiant aštrų lenkimą vietoj sklandžios kreivos linijos.
- Tikslumas Privalomas kriterijus rimtos konstrukcijos atveju yra šis elementas. Be to, jokie kiti šių tipų darbams skirti mechanizmai ir metodai nėra lyginami su profesionaliomis mašinomis. Be to, neįmanoma to padaryti, jei gaminant prekiaujama.
- Pasiekite didelį greitį, kad gautumėte galutinį produktą. Galų gale vidutinis profilio lenkimo greitis yra 0,2-0,3 m / s.
- Autonomija. Įrangos gebėjimas veikti be žmogaus įsikišimo mūsų amžiuje nebėra naujovė, bet tik naudingas, bet kažkur jis yra esminis papildymas kitoms savybėms.
- Galimybė daryti didelius kiekius.

Yra stacionarių profilių lenkimo įtaisų, kurie maitinami iš 380 V maitinimo tinklo, todėl jie netinka asmeniniam naudojimui. Norint, kad pirkimas nebūtų klaidingas, reikia atidžiai ištirti produkto savybes. „Rollforming“ įrengimas yra labai veiksmingas dalykas, bet taip pat brangus. Be to, tokios įrangos naudojimas galimas tik gamykloje.
Dažnai, norint gauti aukštesnės kokybės dalis, naudojamas kūgio lenkimas, kuris yra įmanomas dirbant su beveik bet kokiu įrenginiu. Apie ją tvarkingai. „Dorn“ yra standi arba lanksti dalis, kuri yra išlenkiamojo segmento viduje tolesnio lenkimo vietoje. Pakeitus gaminio formą, paaiškėja, kad ji yra lygi, neturi raukšlių ir kitų defektų. Toks metodikos privalumų rinkinys po to ženkliai sumažina produktų produkcijos atmetimo normą.
Būdai
Yra du radialinio profilio lenkimo būdai: šaltas ir karštas (su pašildymu). Be metodų atskyrimo pagal temperatūros tipą, \ t yra daug daugiau tipų, susijusių su mechanizavimu ir naudojama įranga, pavyzdžiui, lenkimas:
- veikia;
- apvijos;
- vilkimas;
- trijų ritinių valcavimo metodas;
- naudojant dvi atramas;
- tempimo metodas;
- naudojant vidinį hidrostatinį slėgį;
- išlenkiant per plokštelę išlenkta ašimi;
- per kopijuoklius.
Pasirinkimas priklauso nuo to, ar karšta ar šalta parinktis veiks.
Šaltai veikiant, tai galima pasiekti keliais būdais.
- važiavimas (skersmuo iki 70 mm; su mažais reikalavimais, skirtais posūkio apvalumui);
- apvijos (skersmuo iki 20 mm);
- vilkimas (plonomis sienomis);
- su dviem atramomis (skersmuo iki 300 mm).
Šaltas metodas artėja prie mažo skersmens, o šaltas metodas negali sulenkti produkto, pavyzdžiui, 45 laipsnių kampu. Šildymas pagerina metalo deformacijos savybes ir padidindamas plastiškumą tampa lengviau dirbti. Išankstinis pašildymas nesukelia problemų su santuoka įtrūkimų, likusių pažeidimų, gofravimo ir kitų pasekmių pavidalu. Didelėse pramonės šakose šildymas atliekamas aukšto dažnio srovėmis (HDTV). Jei yra nedidelė sekcija, galima naudoti nešiojamus rankinius įrankius, didelėje dalyje tokia alternatyva netaikoma, čia naudojama mechanizuota įranga.
Be šių niuansų, verta prisiminti elastingų pasekmių reiškinį. Tai reiškia, kad gabalas iš dalies sugrįžta po deformacijos iki ankstesnės formos. Vertė priklauso nuo medžiagos tipo ir profilio matmenų, temperatūros metodo ir darbo tipo - rankiniu būdu arba specialios įrangos.
Be pirmiau minėtų metodų, namuose galite atlikti procesą naudodami įrangą, kurią lengva sukurti patys. Priklausomai nuo pradinių charakteristikų ir norimos grandinės, yra pakankamai galimybių sutaupyti brangios įrangos. Toliau pateikiami keli pavyzdžiai.
Naminis ritininis mechanizmas
Tai yra artimiausia versija originaliam volo profiliui. Norėdami jį sukurti, turėsite įsigyti 2-4 vaizdo įrašus. Pažymėtina, kad jų plotis turėtų šiek tiek viršyti paties produkto plotį. Norėdami gauti rezultatą, kurį reikia sureguliuoti horizontaliai, kad volai galėtų laisvai suktis, jie turi būti tokiu atstumu vienas nuo kito, kad nebūtų trukdoma vamzdžiui, einančiam per sistemą be kliūčių.

Šis asistentas padės jums sulenkti gaminį aplink perimetrą. Jei reikia pasiekti tam tikrą kampą, sistema turi būti sudaryta iš trijų besisukančių cilindrų. Nors vienas iš jų pageidautina palikti reguliuojamą. Sustiprinimo elementas yra tarp ritinių ir asmuo, valdantis procesą, pradeda slinkti.
Naudojant „malūną“ ir suvirinimo įrenginį
Jei tokio mechanizmo sukūrimas yra neįmanomas dėl finansų, laiko, įgūdžių ar kitų priežasčių, yra aiškesnių variantų. Tačiau suvirinimo metodo taikymas gerokai užima laiko ir reikalauja darbingumo.
Darbų seka yra tokia.
- Visų pirma rekomenduojama apskaičiuoti leistiną ir nustatyti sau reikiamą lenkimo spindulį.
- Taikykite palei produkto skersinius ženklus, kurie bus toliau supjaustyti tolesniam prijungimui. Sklandžiau pereinamasis sulenktoje dalyje reikalingas, tuo dažniau reikia ženklų.
- Padarykite trimis pasirinktomis pusėmis (briaunomis) brėžinius. Ketvirtoji pusė neturėtų būti paliesta.
- Po pjovimo, sulenkite gaminį iki norimo kreivio. norėdami pagerinti tikslumą, galite padaryti gabalą. Pavyzdžiui, paruošite medinę dalį su norimu lenkimu. Pritvirtinkite ne pjautinę valcavimo pusę prie išlenkto šablono krašto, pritvirtinkite, tada sulenkite lauką, kad jis atitiktų šablono lenkimą.
- Suvirinkite pjūklus atidžiai ir patikimai.
- Suvirinkite vietas atsargiai, kad dalies paviršius taptų lygus, be išsikišusių siūlių.


Didelis pjūvio plotas, šis metodas, jei nėra kitų, yra tinkamesnis nei bet kada.Tačiau šis metodas taikomas atskiriems darbams, todėl jis neturėtų būti taikomas tiems, kuriems reikia deformuoti daugybę elementų. Tokiu atveju gali būti racionaliau galvoti apie ritininio lankstiklio sukūrimą.

Spyruoklė lenkimui
Visi meistrai žino apie šį metodą. Jo esmė yra tokia: specialus plieninės vielos kvadratinės dalies spyruoklė patalpinama vamzdžio viduje toje vietoje, kur būtina sureguliuoti. Spyruoklė veiks kaip šerdis, jos skerspjūvis turi būti 1-2 mm mažesnis už vidinį skerspjūvį. Naudojant purkštuvą, tolesnio lenkimo vieta yra šildoma, užpildoma tuščiajame sluoksnyje su tinkamu lenkimo spinduliu ir, naudojant jėgą, nespauskite staigiai, kol nebus gautas norimas kreivumas. Šis metodas yra gana paprastas, tačiau jį naudoti darbo metu rekomenduojama atidžiai laikytis saugos priemonių: dirbti specialiose pirštinėse ir naudoti žnyplės.
Patarimai
Apie karšto metodo sudėtingumą
Norėdami sėkmingai sulenkti vamzdį karštu būdu, turėtumėte naudoti smėlio užpildą. Idealus variantas yra vidutinio dydžio smėlis - statyba ar upė. Jei tai neįmanoma naudoti, kaip paskutinė išeitis, taip pat bus tinkama medžiaga, gauta iš vaikų smėlio dėžės, bet anksčiau išvalyta nereikalingu turiniu. Norint išvalyti ją nuo nereikalingų priemaišų, būtina persijoti per sietą, kurio skylės yra apie 2 mm. Po pirmojo patikrinimo ant sieto lieka didelių daiktų - šakelių ir akmenukų. Jų buvimas užpildu yra nepageidaujamas, nes, šildant, jie gali paveikti reljefą ir sudaryti išsipūtimą. Be to, jūs turite antrą kartą išplauti būsimą užpildą per smulkų sietą, kad atsikratytumėte pernelyg smulkios smėlio. Po sijojimo smėlis yra kalcinuotas.

Vamzdis, kur vyksta lenkimas, yra sušvelnintas. Prieš užmigiant užpildas yra pasirūpinti kištukais, kurie neleis jam pakankamai miegoti. Rekomenduojama juos išpjauti iš medžio, kad jie atitiktų sienas. Viename iš kištukų būtina supjaustyti griovelius, per kuriuos turi išeiti karštas oras. Tokios angos yra kiekvienoje pusėje, t. Y. Turėtų būti keturios kvadratinės sekcijos. Įdėję kištuką be skylių per piltuvą, galite užpildyti užpildą. Tuo pačiu metu periodiškai turėtų užmušti dalį sandarinimo smėlio. Užfiksavus antrąjį kištuką, galite pažymėti lenkimą, pritvirtinti dalį ir sukurti vienodą šildymą. Jei dalis yra suvirinta, siūlės turi būti išdėstytos už lenkimo, kad būtų išvengta jo nukrypimo. Paruoštos lenkimo dalies spalva turi būti raudonos vyšnių spalvos, o iš vamzdžio - skristi nuo skalės.

Metalo gaminius rekomenduojama sulenkti nuo pirmojo kaitinimo, nes kitaip gali būti prarandamas elemento stiprumas ir lūžimas. Jei po atšaldymo sunku pašalinti medinius kamščius, juos galima uždegti ir po deginimo išpilti smėlio.
Apie šalto metodo sudėtingumą
Šaltojo metodo subtilybės:
- Naudojant specialius įrankius ir šildant šaltuoju metų laiku, lenkimo procesas gali būti labai palengvintas. Dėl to, kaip alternatyva smėlio metodui, vanduo naudojamas kaip užpildas. Pripildžius ir sumontavus kamščius, produktas yra veikiamas šalčio, kol skystis visiškai užšąla. Atsižvelgiant į fizines šaldyto vandens savybes, lenkimas bus lengvesnis.
- Siekiant išvengti šepečių sužeidimų ir sumažinti panaudotas jėgas, siūloma naudoti profilio vamzdį, kurio sekcija yra šiek tiek labiau sulenkta. Dėl to mažesnio profilio kraštuose yra didesnis profilis, taip padidinant pečių stiprumą.
- Meistrams patariama išbandyti nereikalingą produkto dalį, o tai leis suprasti jo fizines savybes ir išvengti klaidų vėlesniuose bandymuose.
Apibendrinant pirmiau minėtus dalykus, galime padaryti išvadas apie tai, kaip veiksmingai tai ar bus. Labiau tikslinga kreiptis į specialistus, turinčius specialiai tam skirtą įrangą, kad gautumėte geresnį rezultatą ir sutaupytumėte laiko. Jei darbas susijęs su daugialypiu produktų lenkimu, tai kodėl gi ne pagalvokite apie specialios įrangos pirkimą ir, galbūt, apie lenkimo paslaugų teikimą kitiems. Tokiu atveju galite greitai atkurti įrenginį.
Arba galima išsinuomoti vamzdžio lenkimo įtaisą tam tikrą laiką. Jei jūsų mieste yra tokia galimybė, taupysite laiką ir jums nereikės permokėti už brangias įmonių paslaugas.
Informacijos apie tai, kaip vamzdį sulenkti be vamzdžio lankstymo, žr. Toliau pateiktame vaizdo įraše.



















