Profilinių vamzdžių specifikacijos ir montavimo metodai

Šiuolaikinė statybinė medžiaga - tai metalurgijos pramonės siūlomas vamzdis. Profilinių vamzdžių konvejerių gamyba buvo pradėta praėjusio šimtmečio viduryje, tačiau tik dabar tokios medžiagos naudojimas tapo svarbus statybos darbuose.


Savybės
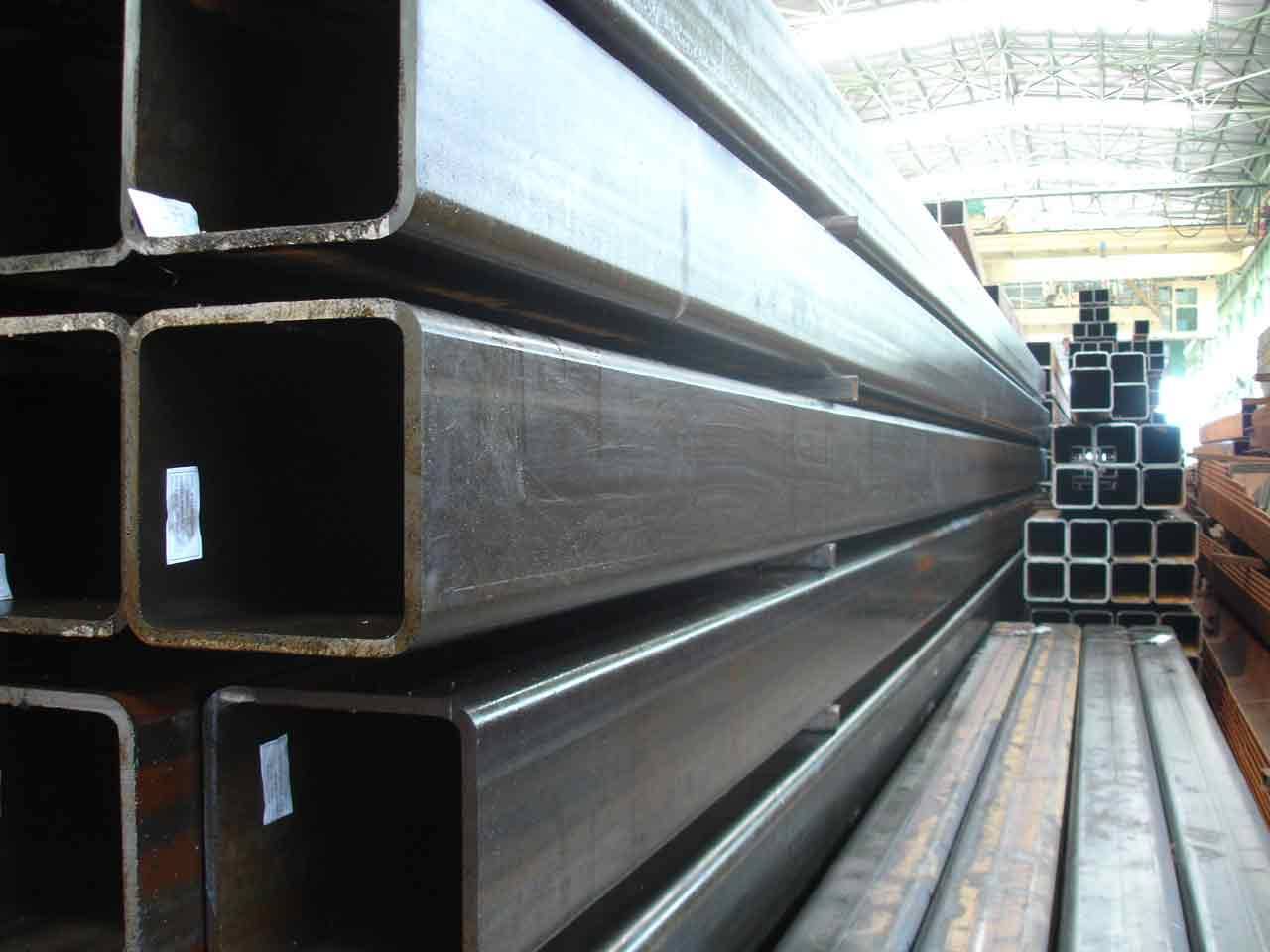
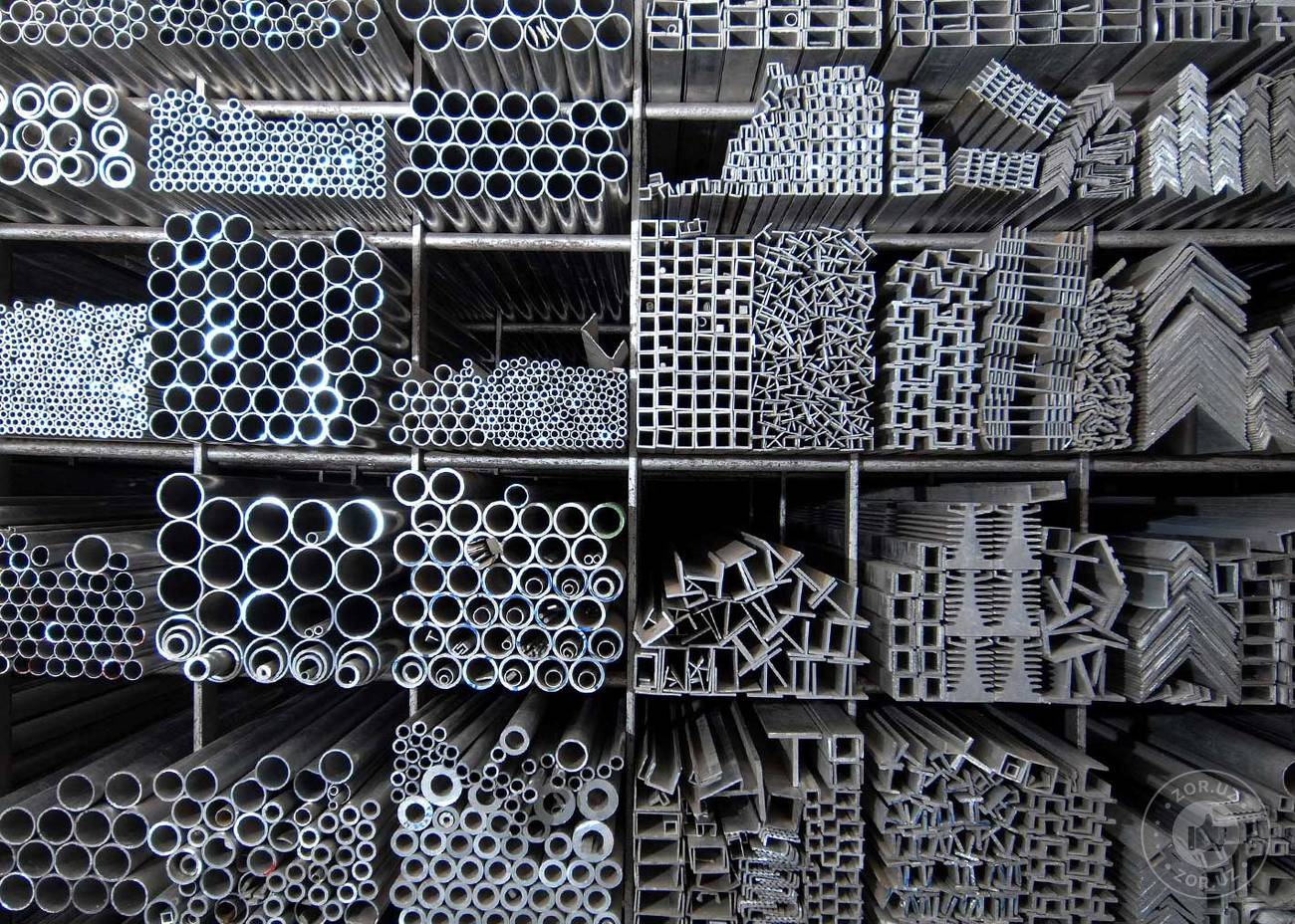
Tušti strypų vamzdžiai gali turėti įvairias sekcijas, pavyzdžiui, kvadratines ir net ovalo formos. Jie gaminami naudojant įvairias medžiagas.
Tai gali būti:
- nerūdijantis plienas;
- anglies plienas;
- mažai legiruotas plienas;
- plastikas.
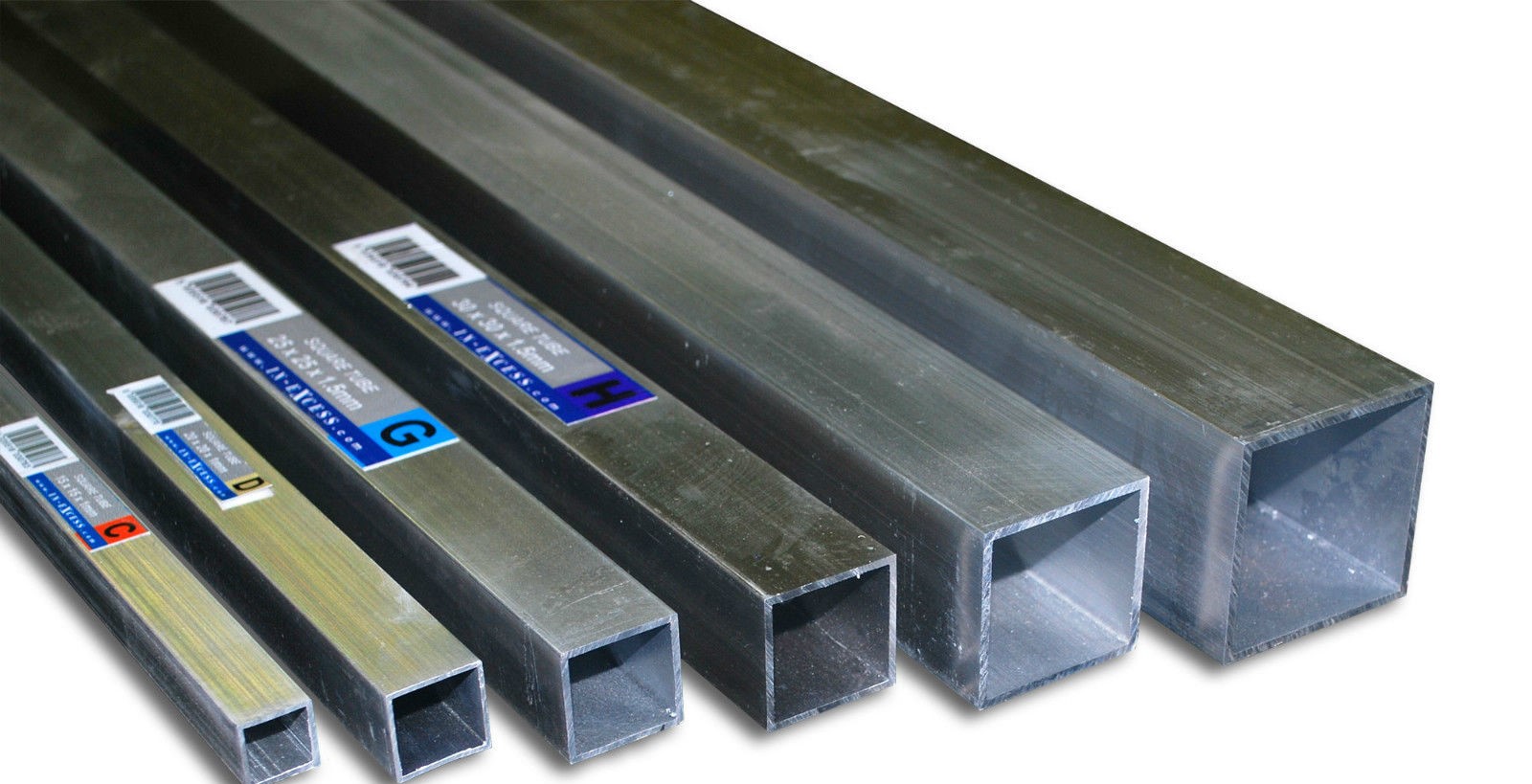
Tokių vamzdžių gamybos procesą sudaro apvalių profilių keitimas į reikiamą formą: kvadratinis, ovalus arba stačiakampis. Gaminant naudojamas juosteles, kurios yra metalo ruošiniai, arba medžiaga, kuri vėliau bus naudojama gamybai. Taigi vamzdis, jau paruoštas formai su specializuota įranga, įgyja reikiamą sekcijos formą.
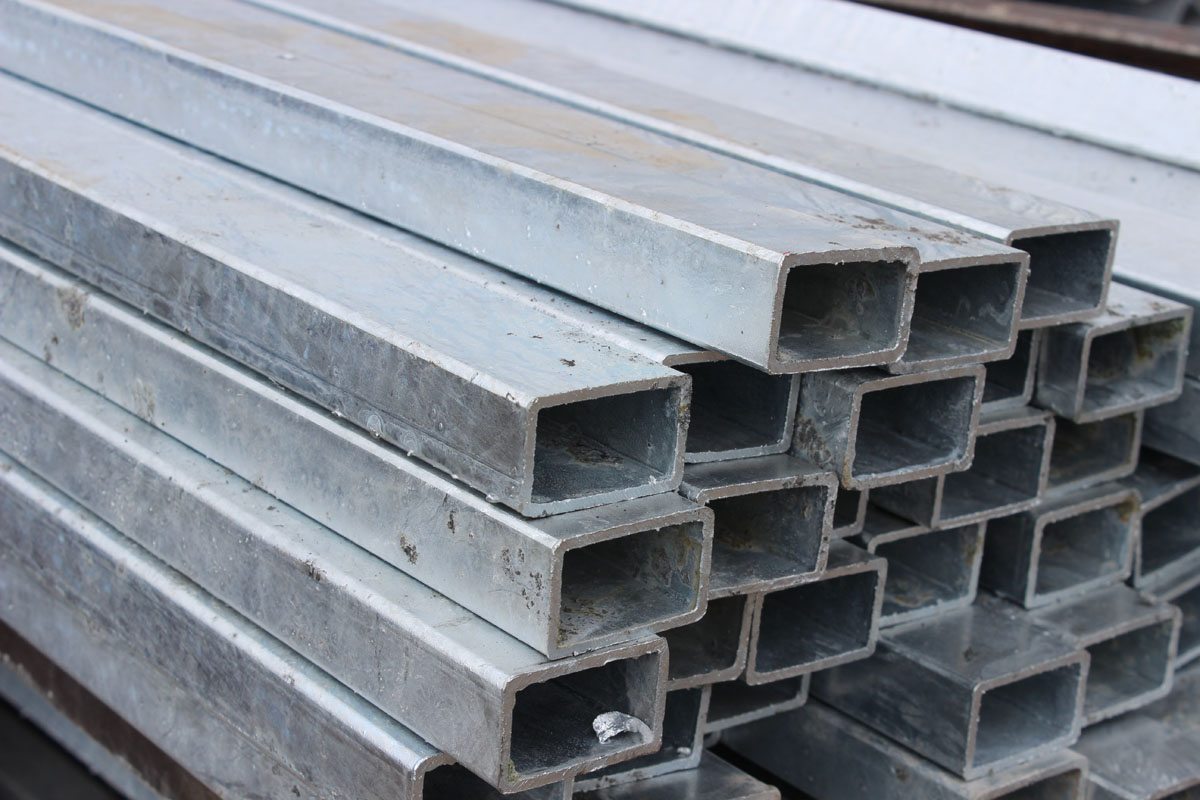

Profiliuotas vamzdis gali būti aliuminis, metalas, cinkuotas. Be to, jis skiriasi išvaizda - jis gali būti iš išorės kvadrato, stačiakampio, įskaitant storas sienelėmis ir plonasieniais. Profilio peržiūra yra įvairi. Minimalus profilio vamzdžio ruožas yra 1x1 cm, tačiau maksimalus sekcijos dydis gali siekti 50x40 cm, o šio produkto storis gali būti nuo 1 mm iki 2,2 cm. paskirsto jį segmentui. Tokio produkto svoris yra mažas dėl to, kad viduryje esantis vamzdis yra tuščias. Taigi, pagamintas dizainas yra žymiai lengvesnis.

Naudojami profiliuoti vamzdžiai:
- organizuoti ateities statybos sistemą;
- platformų ir stadionų išdėstymui;
- arkos ir tiltų statybai ir rekonstrukcijai;
- už ūkių sklypų statybą;
- kaip skelbimų lentų pagrindas;
- mažo tipo mansardų ar pastatų statybai;
- pertvarų ar patalpų, skirtų pramoniniam naudojimui, statybai.



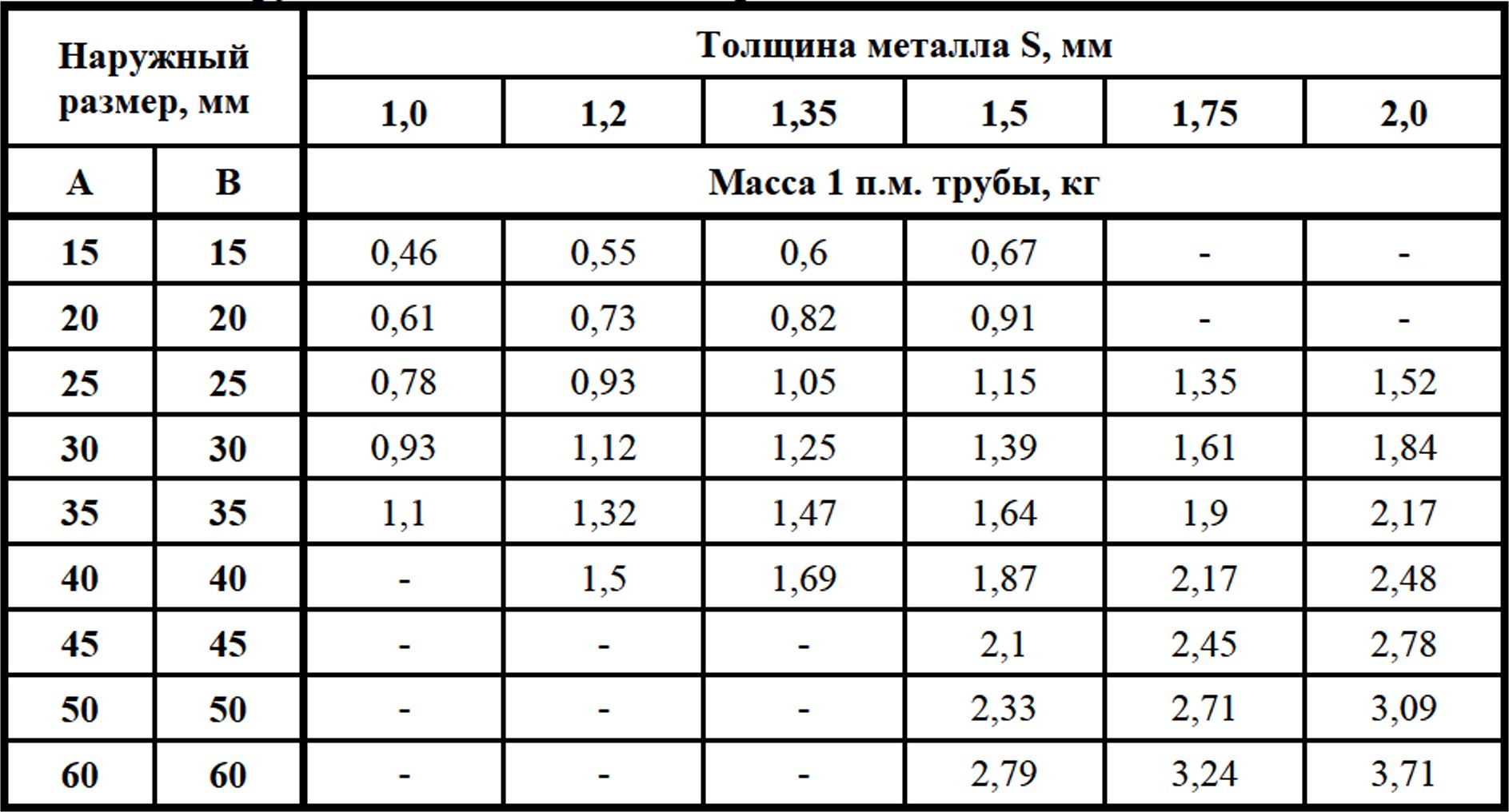
Labai svarbu medžiagos masės darbe. Norint suprasti, kiek vamzdis sveria ir ar jis tinka reikiamam darbui, jums padės lentelė, kurią gamintojas priskiria kiekvienam vamzdžių ženklui. Remdamiesi savo duomenimis, galėsite nustatyti, ar jis galės sulenkti namuose. Pažymėtina, kad ši medžiaga yra pagrindinė kai kuriuose statybos darbuose ir statiniuose. Jis gali būti naudojamas sandėlio pastato sutapimo sistemai organizuoti. Taigi gauti patikimą ir gana prieinamą dizainą.
Jei pastoliai suprojektuoti iš profilių vamzdžių, galite lengvai patekti į bet kurio pastato fasadą remonto ar susidūrimo darbams.


Atsižvelgiant į tai, kad šio tipo vamzdžiai per trumpą laiką yra lengvai prijungiami, juos naudojant galima įrengti bokštinį kraną ir jums nereikės naudoti sunkiosios technikos.
Kalbant apie šios medžiagos savybes, tarp jų yra:
- šių vamzdžių naudojimas yra ekonomiškas variantas, nes didelių pastatų statybai reikia mažai medžiagos;
- įrengimo greitis ir jo lengvumas yra didelis privalumas, kuris leidžia jums per trumpą laiką statyti didelių gabaritų pastatą;
- gaminant profilio vamzdžių vamzdžius, apdorokite nuo korozijos, kuris yra visiškai tinkamas sanitarijos ir higienos standartams;
- Kitas profilio vamzdžio profilių bruožas yra pakeisti vieną iš visos konstrukcijos, nes tokiame darbe nereikia išardyti jos sugadintos dalies, o pakanka pašalinti seną vamzdį ir įrengti naują tą pačią vietą;



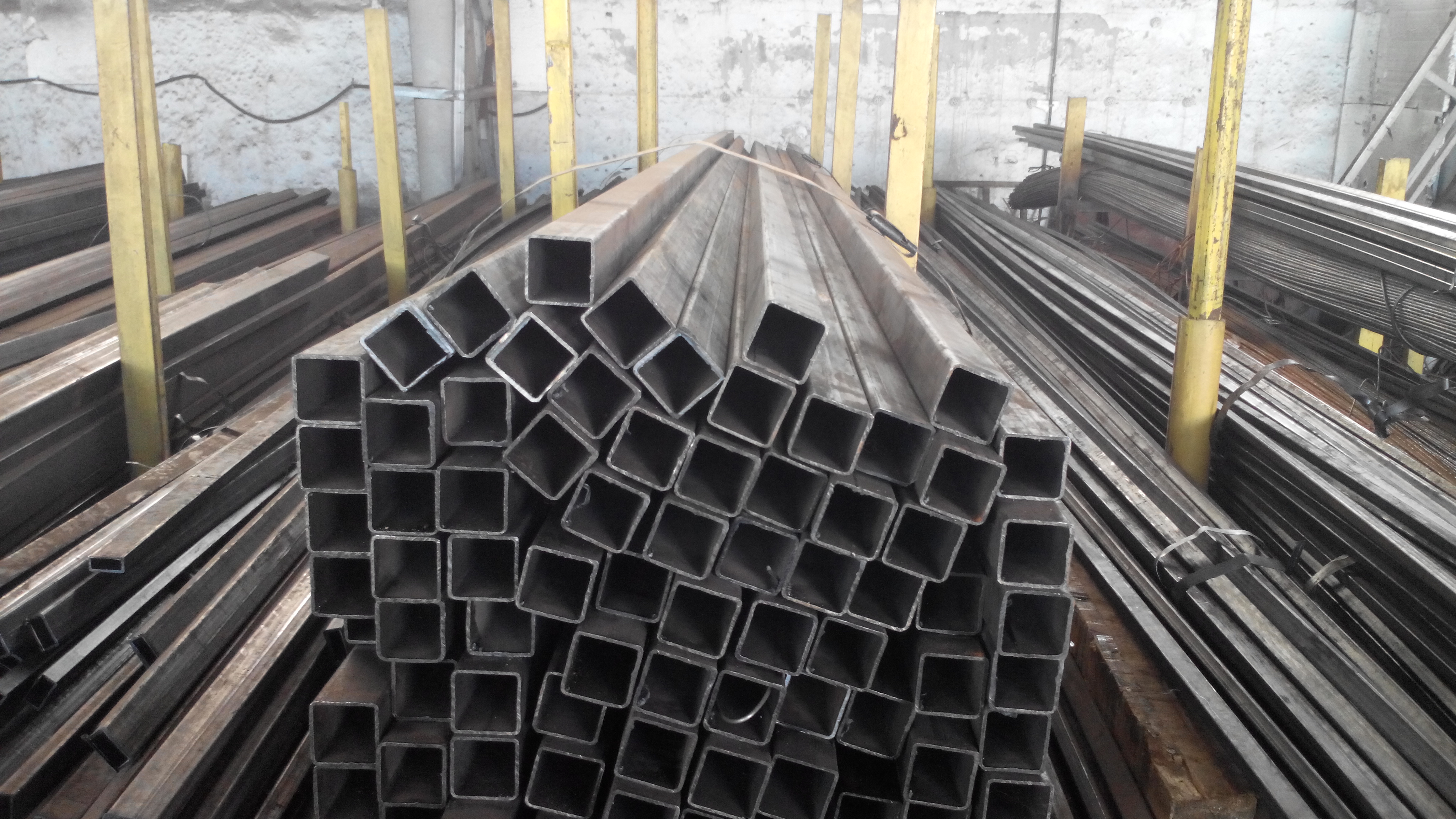
- transportavimo paprastumą pateisina tai, kad vamzdžiai yra kvadratiniai arba stačiakampiai ir tokiu būdu tvirtai pritvirtinti vienoje padėtyje;
- tokie vamzdžiai yra atsparūs didelėms apkrovoms ir lenkimui;
- jų naudojimas leidžia kurti bet kokio sudėtingumo struktūras.



Atsižvelgiant į tai, kad profilio tipo vamzdžiai turi tokias savybes, kurios žymiai viršija apvalaus skerspjūvio galimybes, jos įgijo populiarumą ir tapo svarbios naudoti skirtingais tikslais. Tačiau daugelis mano, kad yra nepalanki tokių produktų didelė kaina ir mažas atsparumo korozijai lygis.
Rūšis
Proftruby yra sunkiau, nei su apvaliu sekcija. Šiuo atveju gamybos procesas vyksta keliais etapais. Pirmajame etape gamykla perka pusgaminį, ty metalines juostas, kurių storis bus gatavo profilio vamzdžio sienelių storis. Be to, juosta yra išgręžta, išilgai pjaunama, ištiesinama, nukirpta juostelių galai, atliekamas suvirinimo darbas ir dedamas ant laikymo įrangos. Ant šios įrangos gaminamas vamzdis su apvaliu skerspjūviu, tada jis sumontuojamas formavimo mašinoje. Ši mašina atlieka išankstinį vamzdžių sekcijų suvirinimą ir paleidžia įrangą, kuri atlieka temperatūros apdorojimą ir sudaro apvalaus vamzdžio profilio dalį.
Baigę gamybą, produktas tikrinamas pagal GOST standartus. Tokiam bandymui atliekamas defektų aptikimas, produktas vizualiai tikrinamas ir matmenys tikrinami. Baigiamajame etape pagaminti vamzdžiai supjaustomi į tam tikrus gabalus ir supakuojami.
Gamybos procesas gali skirtis, nes vamzdžiai gali būti besiūlių, karšto valcavimo ir šaltojo valcavimo. Be to, netgi technologija, skirta kurti profilius su profiliais, gali būti skirtinga.
Vamzdžių tipai:
- Besiūliai karšta. Ši parinktis turi didelį atsparumą korozijai.
- Profilis šalto valcavimo. Sukurta atlaikyti didelį ir reguliarų spaudimą. Be to, toks produktas pasižymi puikiu tankio rodikliu.
- Suvirinti profilio tipu. Šis tipas turi gerą tankio rodiklį ir yra skirtas ilgalaikiam darbui.
Jei kalbame apie tokių vamzdžių naudojimą, tuomet tie, kurie priklauso standartinei veislei, gali būti naudojami dujotiekiams atlikti, traukti kabelių įrangą, sukurti pastolius, taip pat kaip tam tikros dalies tvorą. Sraigtiniai vamzdžiai naudojami vamzdynui statyti, kur yra galimas slėgio kritimas. Taip pat yra karščiui atsparių veislių, naudojamų pramonėje ir maisto pramonėje, ir specialius profilio vamzdžius, kurie naudojami kuriant automobilių dalis. Vamzdžių, naudojamų pastatų montavimo procese, atveju tai yra struktūrinio profilio veislės. Su jų pagalba statant poreikį naudoti kranus ir kitą sunkią įrangą, skirtą dangoraižių statybai.



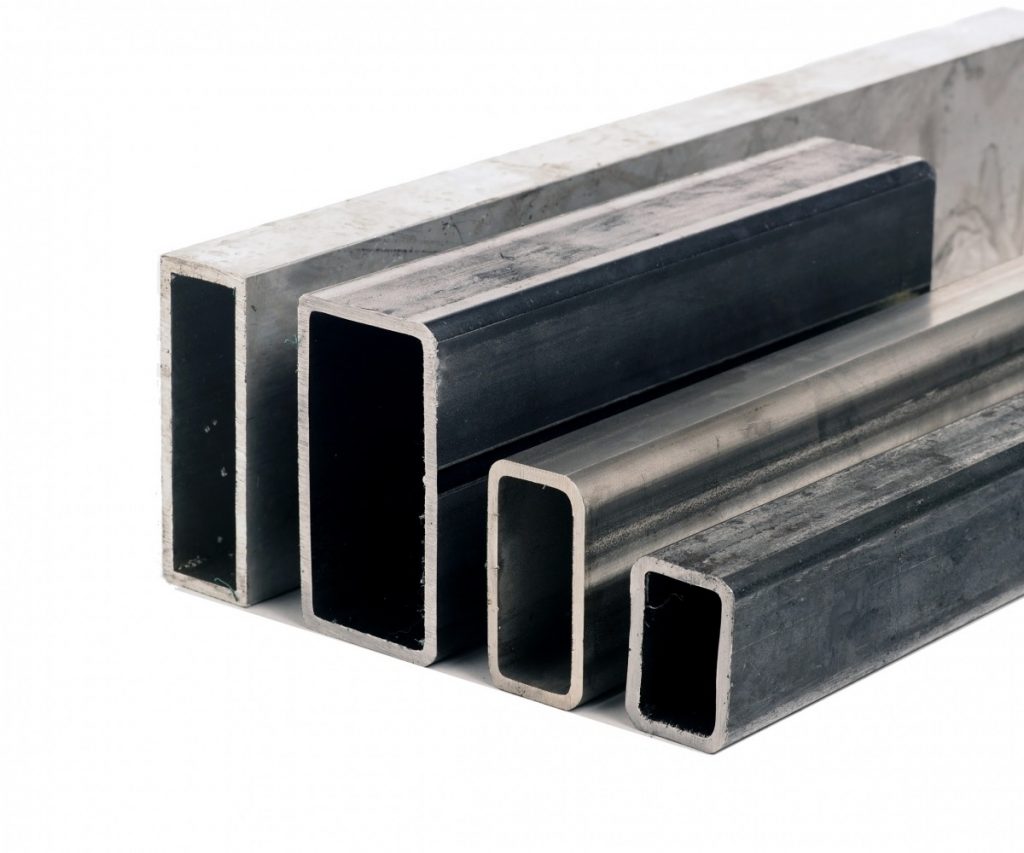
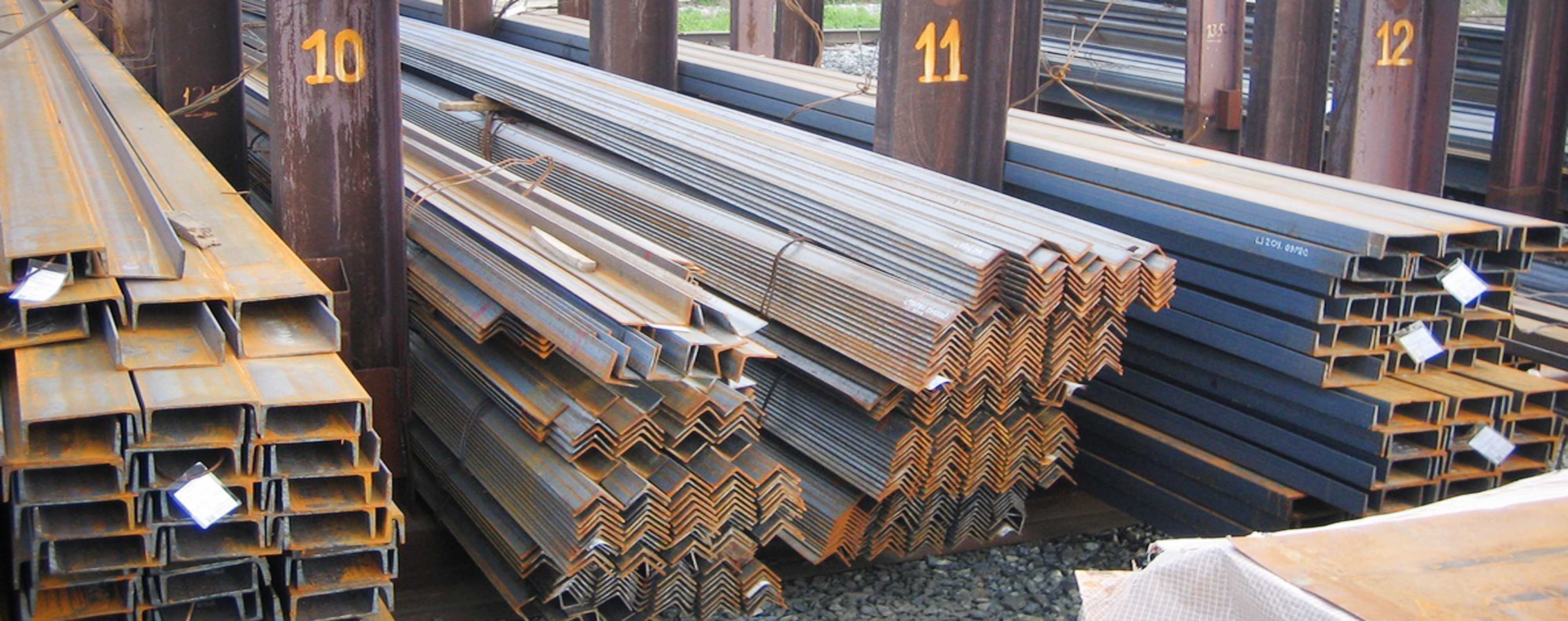
Atskirai turėtumėte apsvarstyti vamzdžio formą. Jie yra pagaminti iš ovalo, stačiakampio, kvadrato ir plokščios dalies. Be to, jie skiriasi medžiaga. Tai gali būti metalas arba plastikas. Metalas yra labiausiai reikalinga medžiaga, nes ji yra patvari. Kalbant apie plastiką, jo stabilumas yra mažesnis, tačiau kaina yra priimtinesnė.
Gamybos etapai
Vamzdžių gamybos procesas susideda iš kelių etapų:
- apdorotos juostos apdorojimas;
- gamyba su apvaliu sekcija;
- perėjimas iš apvalios į formą;
- termiškai apdoroti ir pjauti iki reikiamų matmenų;
- kontroliuoti GOST laikymąsi.

Profilinio vamzdžio gamybai skirta medžiaga į gamyklą tiekiama metalinių ritinių pavidalu. Šie ritinėliai yra išardyti ir supjaustyti į pjaustymo mašiną. Kai ritinys supjaustomas iki reikiamo pločio, juostelės yra suvirintos į vieną ilgą ir sukabintos ant būgno. Tai būtina, kad frezavimo mašina neveiktų. Taip išvengsite gamybos sutrikimų.


Po to ruošinys tiekiamas iš būgno į formavimo mašiną, kuri pagamina vamzdžio, turinčio apskrito skerspjūvio, stalą. Šiame etape gaunamas vamzdis, kuris nėra uždarytas siūlėmis. Metalas susidaro terminio apdorojimo stadijoje. Po apdorojimo ruošinys montuojamas ant suvirinimo, kuris suvirina vamzdį. Suvirinimas atliekamas orkaitėje, ty naudojant apsaugines dujas arba naudojant aukšto dažnio srovę. Kalbant apie siūlę, jis gali būti tiesus arba spiralinis. Kad suvirinimo siūlas būtų patikimas ir patvarus, mašina plečia siūlių kraštus. Tokiu būdu gaunamas sūkuris - lydyto metalo perteklius lašinamas į profiliuoto vamzdžio paviršių, papildomas sūkuris pašalinamas pjaustytuvo pagalba, o šio etapo pabaigoje vamzdis atšaldomas emulsijos kompozicija.

Kitame etape reikiamo profilio vamzdžio skerspjūvis susidaro iš apskrito vamzdžio dalies. Ši procedūra vykdoma vienoje ar dviejose skirtingose versijose. Taigi, pavyzdžiui, jei reikia sukurti vamzdį su ovaliomis arba plokščiomis dalimis, tuomet ruošinys turi būti perduodamas per kalibravimo tipo ritinius. Jie suprojektuoti taip, kad ruošinį būtų galima išlyginti per visą ilgį. Jei reikia kvadratinio, stačiakampio arba bet kokio kito skyriaus, į ankstesnį žingsnį įtraukiamas dar vienas žingsnis - praleidžiant ruošinį per profiliavimo įrenginį. Jis jau veikia automatiniu režimu, sudaro skyriuje nustatytą kontrolę.
Gamybos pabaigoje gautas vamzdis supjaustomas to paties ilgio segmentais, atliekamas tyrimas, kad būtų laikomasi standartų, ir, jei viskas tinka, yra supakuota ir siunčiama adresatui.

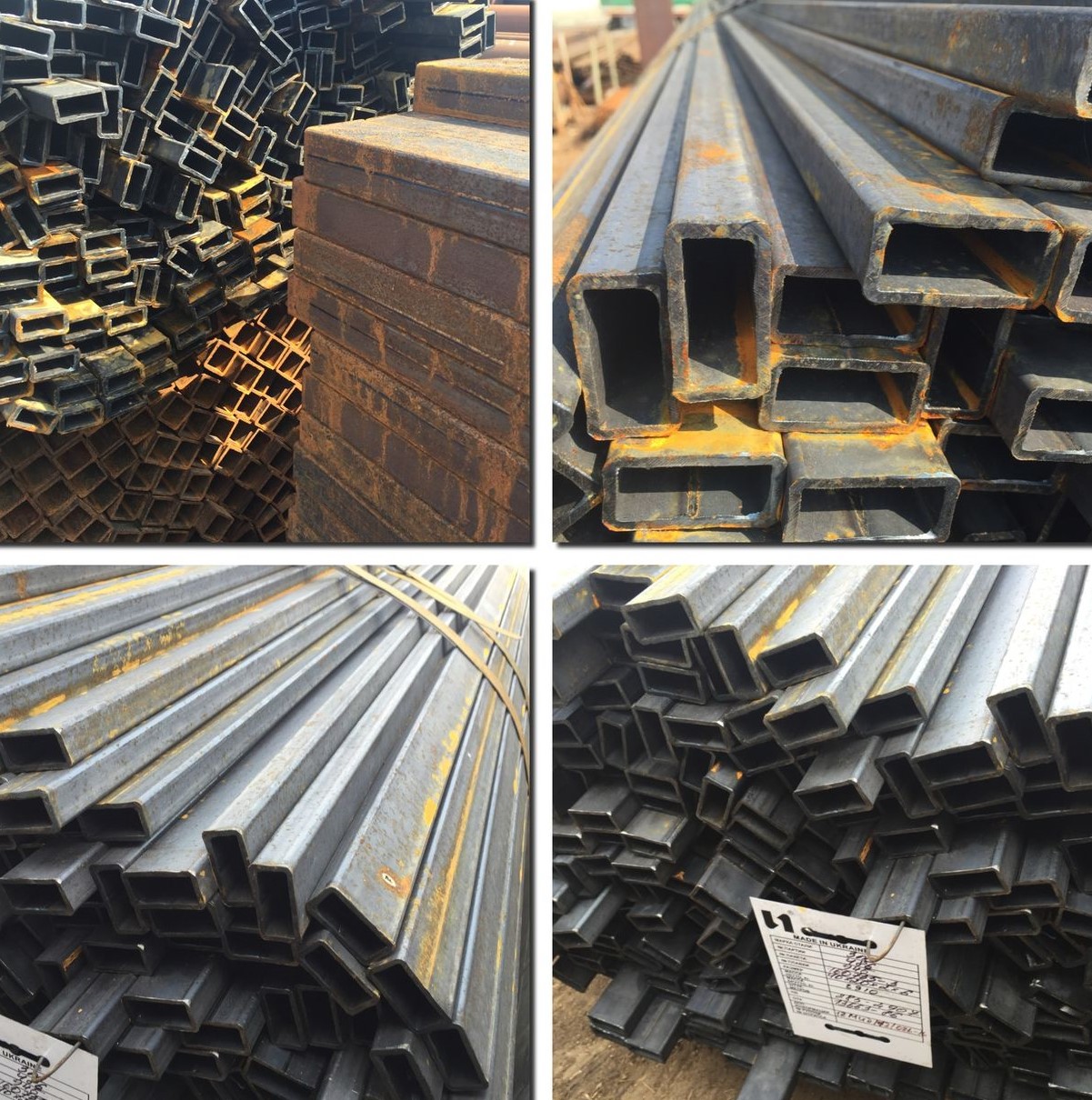
Siekiant, kad vamzdis būtų papildomai apsaugotas, vykdykite šaltą arba karštą cinkavimą. Jei atliekamas karšto cinkavimo procesas, tuomet vamzdis išvalomas ir panardinamas į verdančio cinko vonią, o jei naudojamas šaltas metodas, ant produkto paviršiaus dedamas miltelių arba polimero dažų sluoksnis.
Matmenys
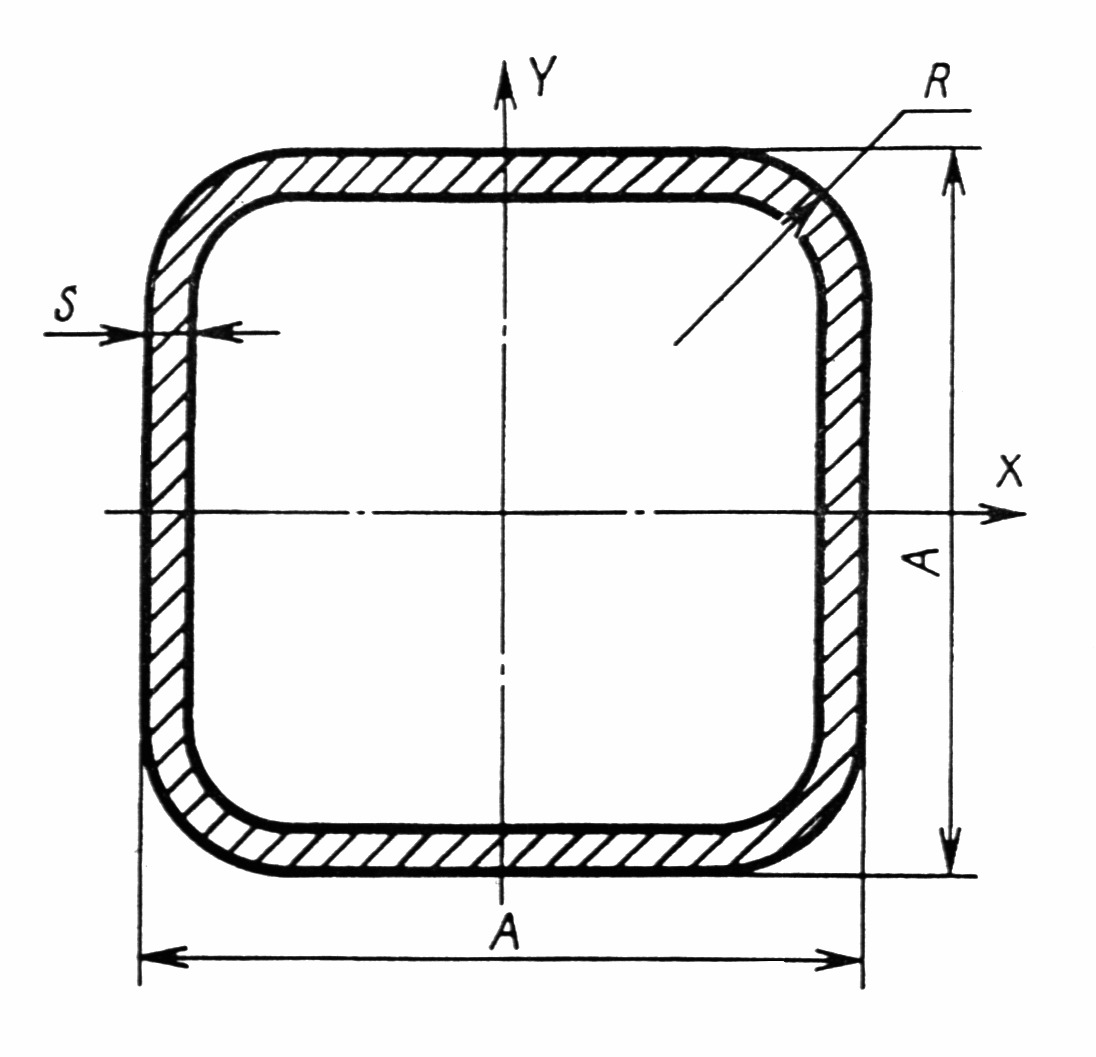
Pagal standartus, skirtingų sekcijų vamzdžių dydžiai apskaičiuojami pagal jų gamybai naudojamas žaliavas. Toks metalo tankis yra 7,85 g / cm2. Vamzdžiams su profilio sekcija yra tam tikri kriterijai, nurodyti GOST 8645-68.
Produkto reikalavimai yra tokie:
- išorinės sienos ilgis yra nuo 1,5 iki 18 cm;
- išorinis plotis gali būti nuo 1 iki 15 cm;
- sienelės storis taip pat gali būti nuo 1 mm iki 1,2 cm;
- skerspjūvis gali būti įvairiausias;
- svoris skaičiuojamas metrais, pavyzdžiui, vienas metras gali būti 300 gramų ir 55 kilogramai, viskas priklauso nuo vamzdžio sekcijos.

Taigi profilio vamzdis su kvadratiniu skerspjūviu gali būti pagamintas pagal GOST, kuris leidžia gaminti vamzdžius su išorinėmis briaunomis nuo 1 iki 18 cm ilgio ir sienelių storio nuo 1 iki 6 mm. Tokiu atveju skerspjūvio plotas gali būti nuo 0,343 cm2 iki 90 cm2. Svoris gali būti nuo 269 gramų 1 metrui iki 70 kg vienam metrui.
Jei gaminama ovali skerspjūvio konstrukcija, gaminant tokius gaminius leidžiama naudoti didesnius ir mažesnius dydžius. Didelių dydžių skersmuo gali būti nuo 6 mm iki 9 cm, o mažesnis skersmuo gali būti nuo 3 mm iki 50 mm.Sienų storis gali būti nuo 0,5 iki 2,5 mm. Taip pat leidžiama gaminti 5 mm ir iki 11 cm išorinį skersmenį, jei vamzdis pagamintas pagal šiuos parametrus, tada vieno metro produkto svoris gali siekti 4 kg.
GOST nurodo vamzdžių, kurie yra labiausiai paklausūs tarp vartotojų, matmenis ir kitus parametrus. Gaminant tokius vamzdžius vienam klientui, turinčiam daug produktų, galima aptarti atskirą GOST nuostatą.
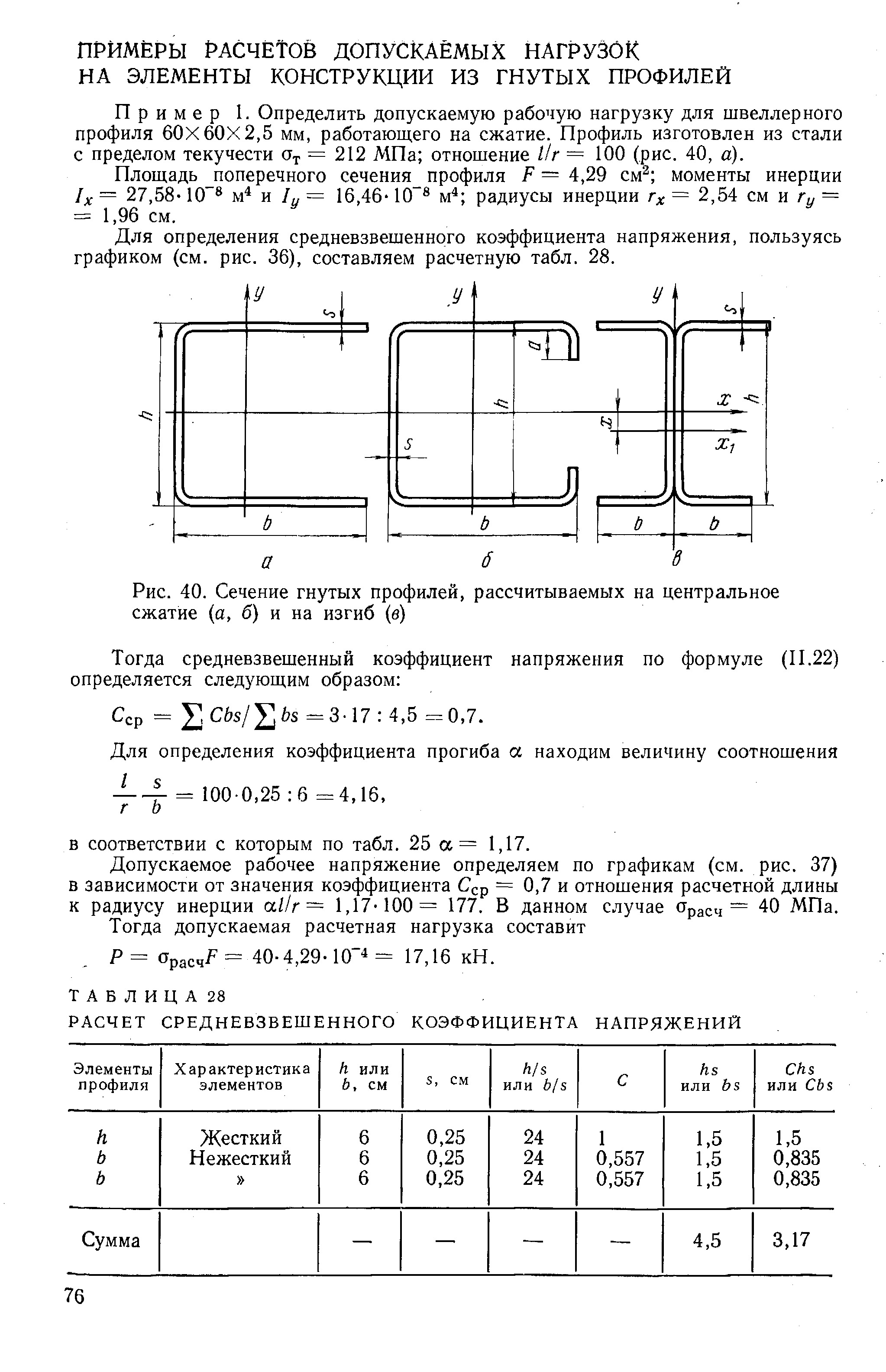
Apkrovos skaičiavimas
Renkantis profilio vamzdį, pirkėjas turėtų žinoti, kaip svarbu atlikti atraminių konstrukcijų parametrų ir apkrovų skaičiavimą. Tačiau ne visi žino, kaip tinkamai atlikti tokius skaičiavimus ir įsigyti tokio skerspjūvio vamzdį, kad kroviniai būtų tinkami ateities statybai. Jei iš vamzdžių yra pastatyti turėklai, tvoros ar šiltnamiai, tai galima padaryti be skaičiavimo, bet jei iš šių vamzdžių bus pastatytas stogelis, stogas, skydelis ir tt, būtina atlikti tikslius skaičiavimus.
Bet kuri medžiaga turi savybių, kad atlaikytų tam tikras apkrovas. Šiuo atveju išimtis ir plienas, iš kurio vamzdžiai yra pagaminti profilio sekcija. Jei struktūrą paveiks tinkama apkrova, tuomet ji sugebės ją atlaikyti, tačiau, deja, ji sulenktų. Bet pašalinus svorį iš konstrukcijos, jis bus atstatytas į pradinę padėtį. Ir jei viršysite leistiną apkrovą, tada jis sulenktų ir po to, kai pašalinsite svorį, jis bus išlenktas.

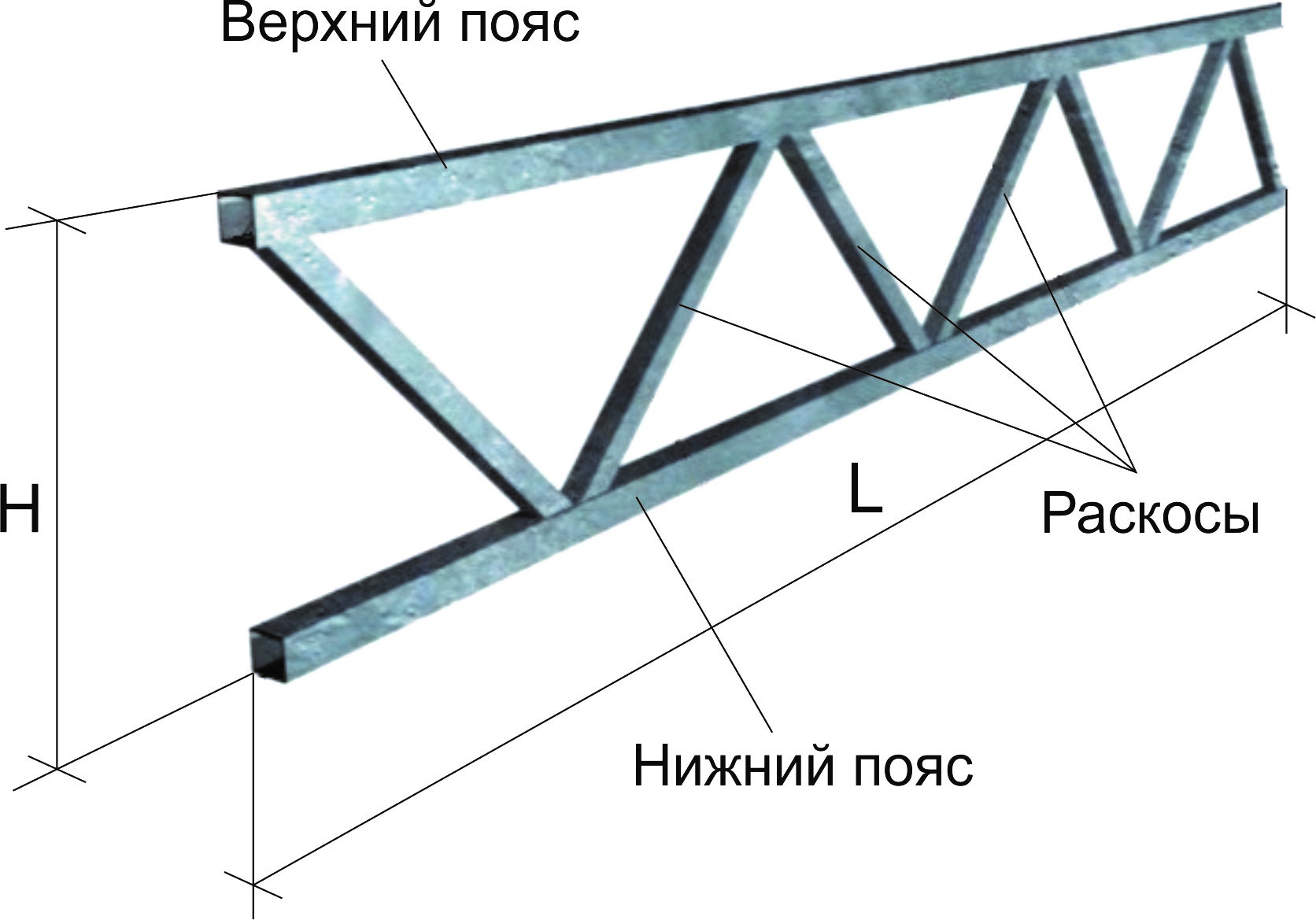
Atliekant apkrovos skaičiavimus būtina atsižvelgti į šiuos parametrus:
- vamzdžių matmenys ir sekcijos tipas;
- konstrukcijos įtempio parametrai;
- pirminio kodo, iš kurio bus pagamintas vamzdis, kokybė;
- galimų apkrovų tipai, kurie turi būti atsparūs vamzdžių konstrukcijai.

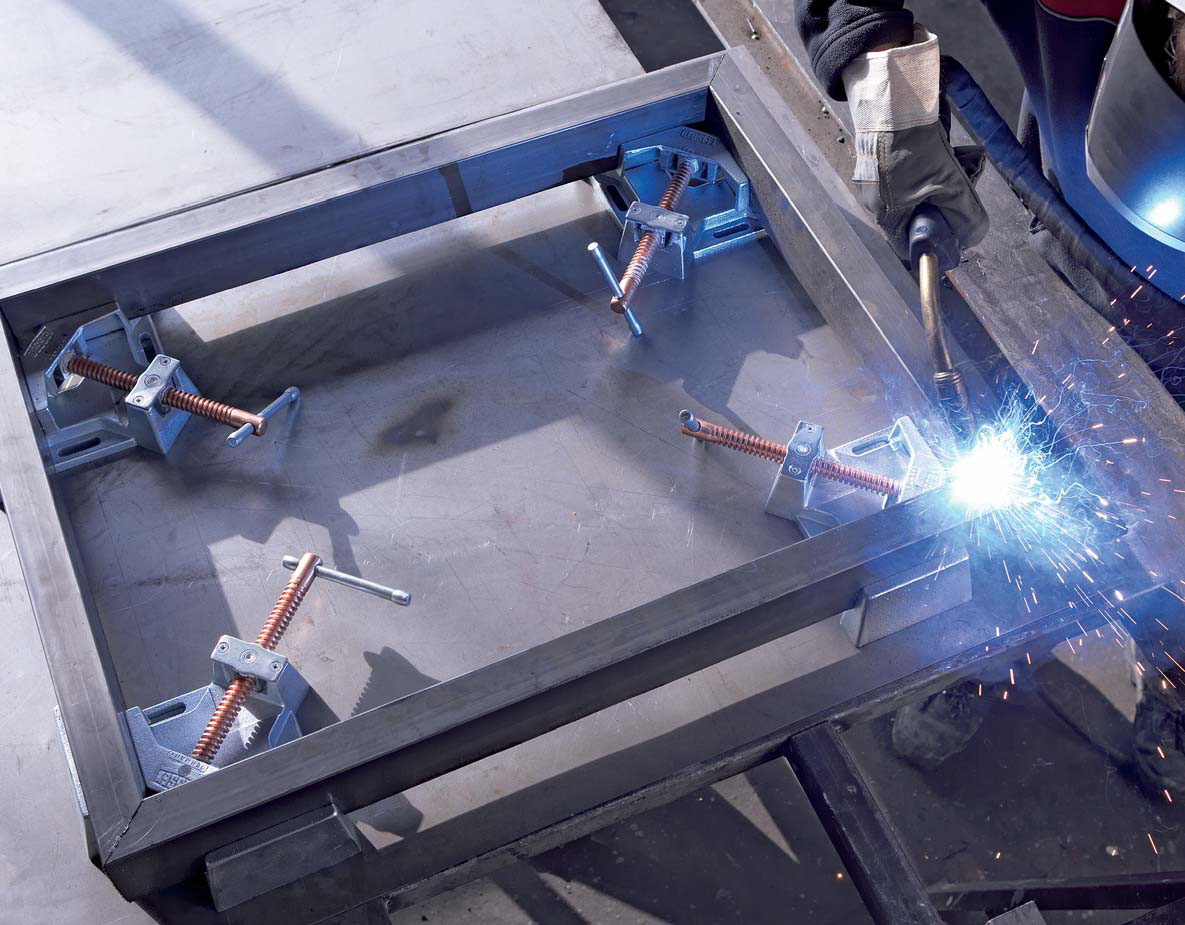
Asamblėja
Profilio tipo vamzdžiai sukurti pagal GOST nustatytus standartus. Tai suteikia galimybę naudoti medžiagą kaip pagalbinių konstrukcijų pagrindą. Kad konstrukcija būtų pastatyta per trumpą laiką, specialistai sukūrė specialias tvirtinimo detales. Jis gali būti kaip gnybtai, skirtingos plokštės ir spaustuvai. Šiuolaikinėje konstrukcijoje dažniausiai naudojami krabų priedai. Jie gali derinti kelias medžiagas. Jie gali būti X, G ir T formos. Tokius tvirtinimo elementus gaminkite iš cinkuoto plieno. Pagrindinį tokio tvirtinimo sistemos privalumą sudaro du komponentai, kurie leidžia visiškai apvynioti produktus ir juos patikimai pritvirtinti.
Taip pat naudokite spaustuvų ir jungiamųjų detalių sistemą, su kuria galima prijungti vamzdį. Jungtys yra kryžminės, trigubos ir kampinės formos. Kryžius ir tee gali sujungti kelis vamzdžius, o kampe galite sulenkti struktūrą.

Jei yra kelių tipų tvirtinimo detalės, jūs negalite naudoti suvirinimo, kuris yra labai patogu projektuojant nedidelę konstrukciją, pavyzdžiui, palapines ir panašius mažus daiktus.
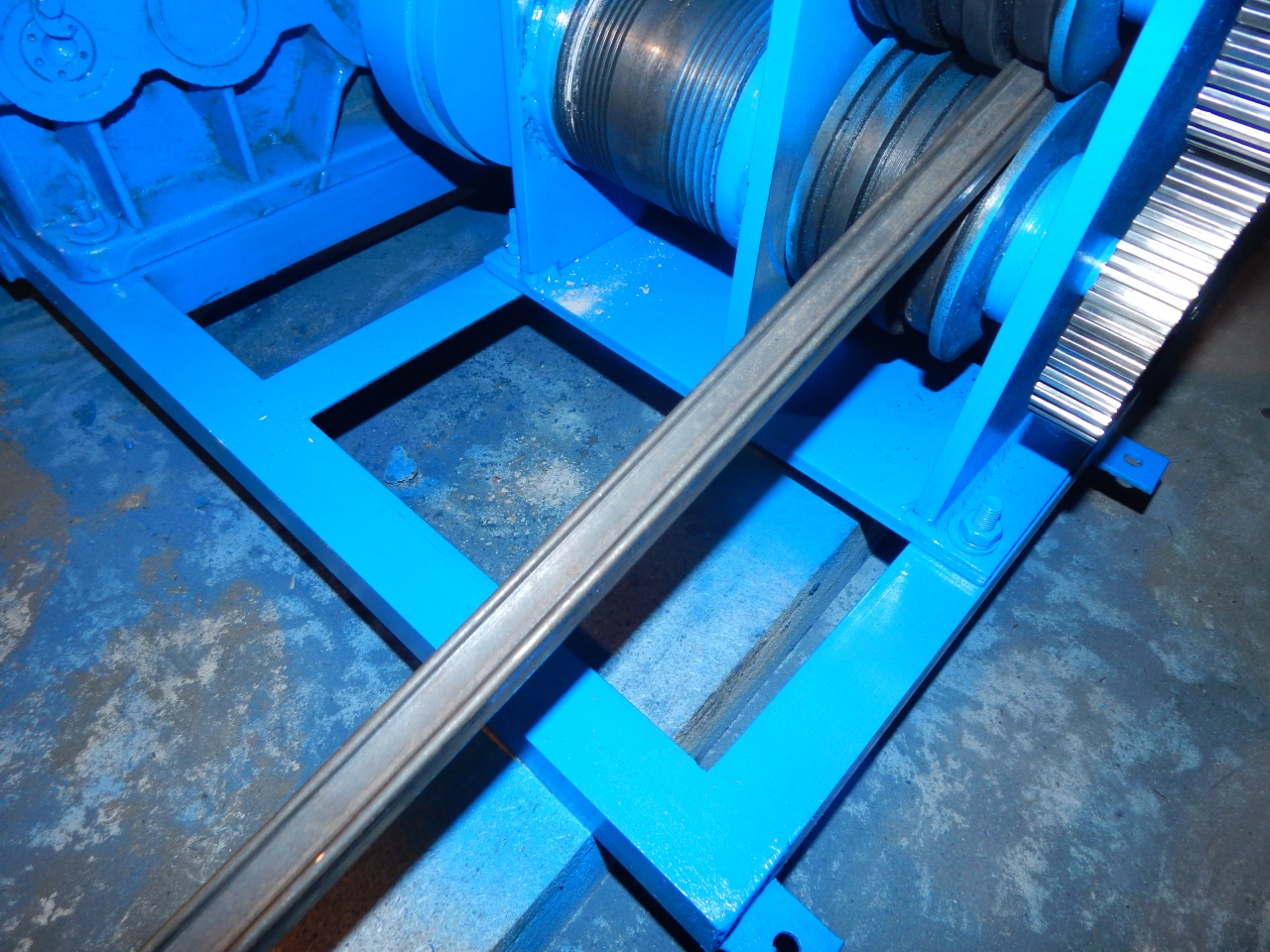
Patarimai
Šiame straipsnyje aptartus vamzdžius naudokite specialiais voleliais. Jie gali turėti didelę galią, kurios pagalba deformuojami vamzdžiai pagal nustatytą sekciją. Jei jūs pats norėtumėte gaminti tokio tipo vamzdį, kuris neturės didelės apkrovos, pavyzdžiui, baldų ar šiltnamių gamybai, pakanka įsigyti nedidelę mašiną, kuri gali pagaminti metalo profilį. Ir jei reikia gaminti profilio vamzdžius, kurie atlaikys tam tikras apkrovas, tai yra, jie bus naudojami guolių konstrukcijoms projektuoti, tada jau reikia įsigyti paruoštų elementų, kurie gaminami naudojant specialią technologiją ir gamyklos sąlygomis.


Gamyba gamykloje vyksta pagal šiuos veiksmus:
- Įrenginys gauna didelius ritinio geležies sruogus, kurie supjaustomi juostelėmis, atitinkančiomis gaminamo vamzdžio dalį;
- tada, naudojant suvirinimo įrenginį, visos juostelės yra sujungtos į vieną ilgą juostą, kuri yra suvyniota ant būgno;
- tada įdėkite šią juostą į mašiną, kuri suformuoja juostelę vamzdyje su apskrito skerspjūvio;
- po to ruošiniai suvirinami į vieną apvalų vamzdį;
- tada suvirinti elementai aušinami ir apdorojami;
- po apdorojimo vamzdžiai patalpinami į mašiną, kuri jau sudaro apvalią dalį, turinčią nustatytą skerspjūvį, ty vamzdį su kvadratiniu, stačiakampiu arba ovaliu skerspjūviu.
Ekspertai rekomenduoja naudoti keturis ritinius kvadrato formos vamzdžio gamyboje, o mašiną su 2 voleliais gaminti ovalo formos vamzdį.

Be to, po vamzdžių gamybos jie turi būti išbandyti, ar jie atitinka GOST standartus.
Norėdami tai padaryti, naudokite šiuos valdymo metodus:
- Trūkumų aptikimo sūkurio metodas, kuris atskleidžia magnetinį ir elektrinį patikimumą.
- Vizualinis patikrinimas atskleidžia galimus defektus, griovelius, pažeidimus ir panašius kriterijus, kurių ankstesnis patikrinimo etapas negali atskleisti.

Baigus bandymą, konstrukcija šildoma ir atvėsinama. Taigi produktas yra termiškai apdorotas. Atliekant savarankišką gamybą, geriau atlikti aukšto temperatūros apdorojimą naudojant purškimo tipo lempą. Tačiau geriau, jei tokių vamzdžių nebūtų, nes tai reikalauja 4 ritinių, taip pat specializuota mašina, kuri atlieka didelį triukšmo lygį, o tai yra nepriimtina gyvenimo sąlygoms.
Jei vamzdis gaminamas kvadratu, tada gaminys turi atitikti GOST 8639-82 standartus. Jei jis turi stačiakampį skerspjūvį, reikia laikytis GOST 8645-68 standartų, o jei vamzdis yra ovalo formos, jis turi atitikti GOST 8642-68. Tačiau po gamybos, jis turi būti išbandytas, nes tokiu būdu jūs galite būti tikri dėl produkto kokybės.

Valstybiniai standartai leido tokius defektus:
- ant gatavos medžiagos gali būti nedideli plyšiai, įdubos, nuodegos ir liekanų valymo pėdsakai;
- Remiantis standartais, leidžiama suvirinti nedidelius mechaninius pažeidimus, ploną skalės sluoksnį, metalo dėmių liekanas ir pėdsakus po defektų pašalinimo.
Po gamybos ir patikrinimo galai sureguliuoti pagal vieną dydį, apipjaustymas atliekamas griežtai 90 laipsnių kampu.
Tuo atveju, jei tokios dalys bus naudojamos kaip medžiaga, skirta skysčiams judėti spaudžiant, tada būtina imtis elementų, galinčių atlaikyti galimą slėgio kritimą. Toks kriterijus gali būti apskaičiuojamas pagal specialiai sukurtą formulę. Norint apskaičiuoti slėgio efekto indeksą su stačiakampio ar kvadrato sekcija, būtina naudoti formules, kurios yra skirtos konkrečiai sekcijai.
Taip pat žiūrėkite vaizdo įrašą apie formuojamų vamzdžių gamybą.



















